TPA-10C Máy khoan lỗ thép thủy lực bằng tay, máy đục lỗ thủ công
|
Đầu ra : |
8T |
|
đột quỵ: |
22mm |
|
Số hiệu sản phẩm: |
TPA-10C |
|
tấm sắt phạm vi đục lỗ: |
3mm |
|
Số lượng đặt hàng tối thiểu: |
1 Bộ |
|
Giá: |
US$ 95.00 |
|
Chi tiết đóng gói: |
Hộp nhựa |
|
Thời gian giao hàng: |
≥3 ngày |
|
Điều khoản thanh toán: |
c có thể sử dụng |
|
Khả năng cung cấp: |
Có sẵn |
- Tổng quan
- Mô tả
- Thông số kỹ thuật
- Sản phẩm đề xuất


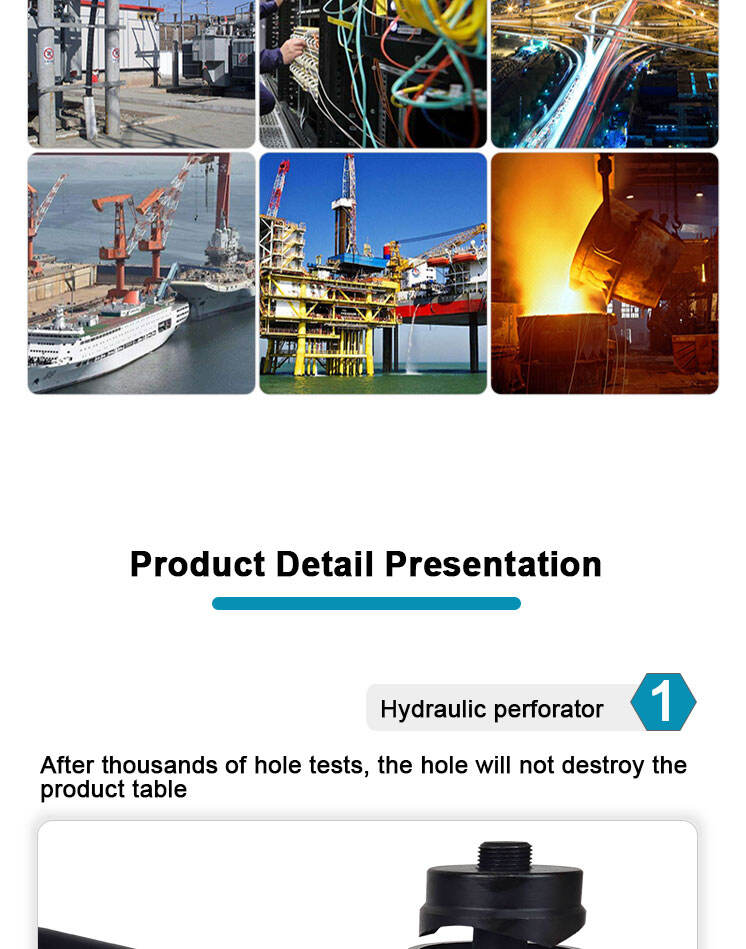



- Máy đục lỗ thủy lực sau hàng nghìn lần thử lỗ, lỗ sẽ không làm hỏng bề mặt sản phẩm
- Van xả áp: Vặn chặt (ON) khi tăng áp, đóng (OFF) khi giảm áp
- Thanh xoay: Đầu có thể xoay theo nhiều hướng thông qua thanh xoay nối, phù hợp với nhiều môi trường làm việc khác nhau
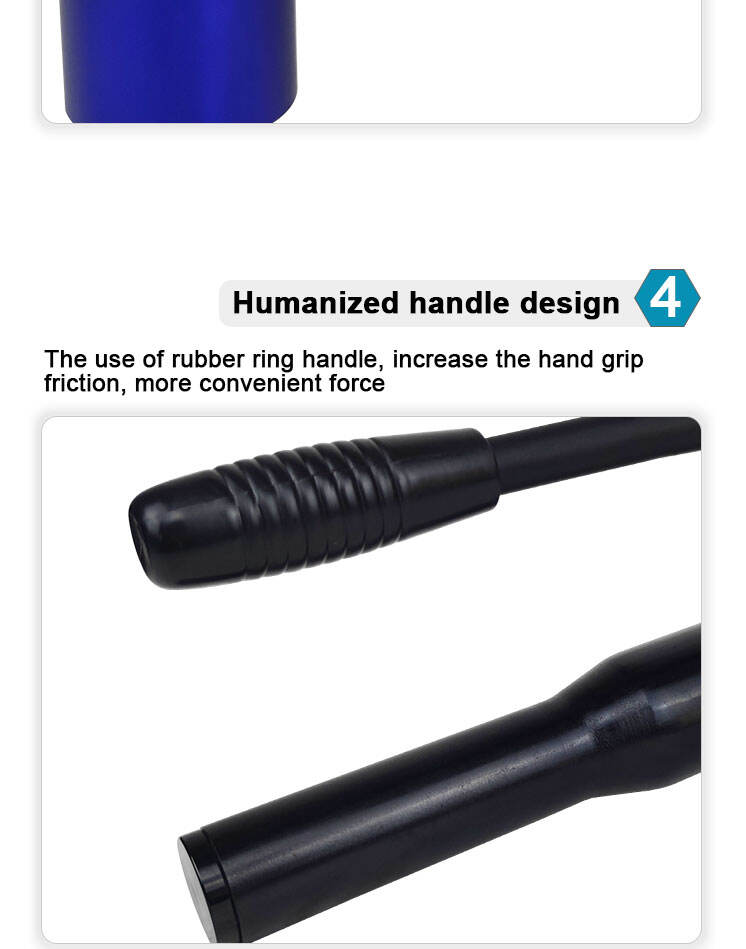
- Thiết kế tay cầm thân thiện với người dùng: Sử dụng tay cầm vòng đệm cao su, tăng độ bám, dễ dàng tạo lực hơn
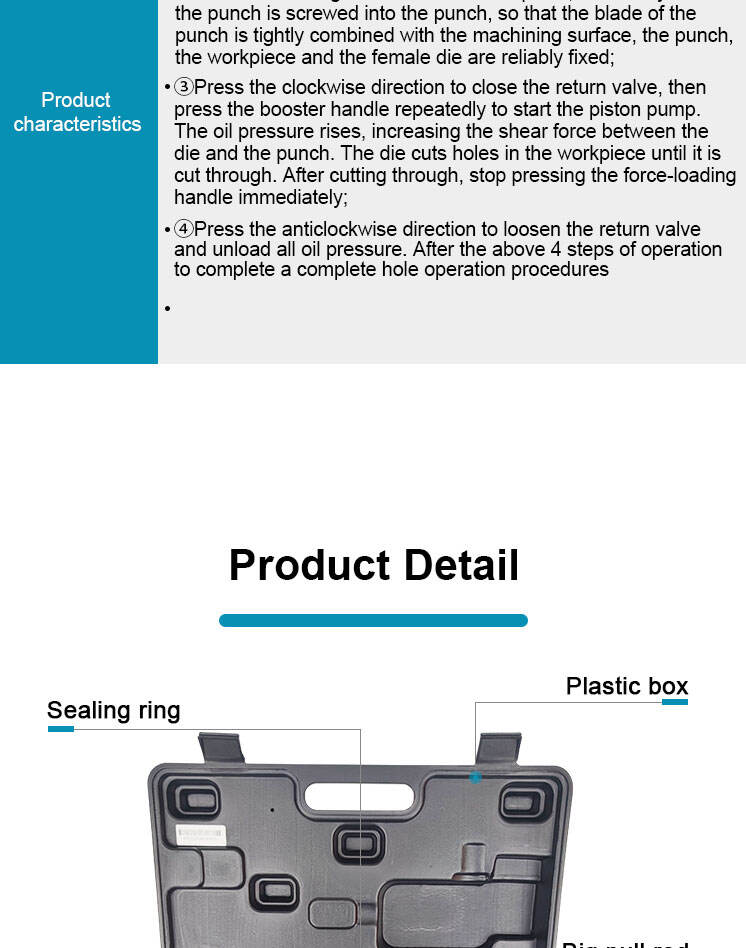
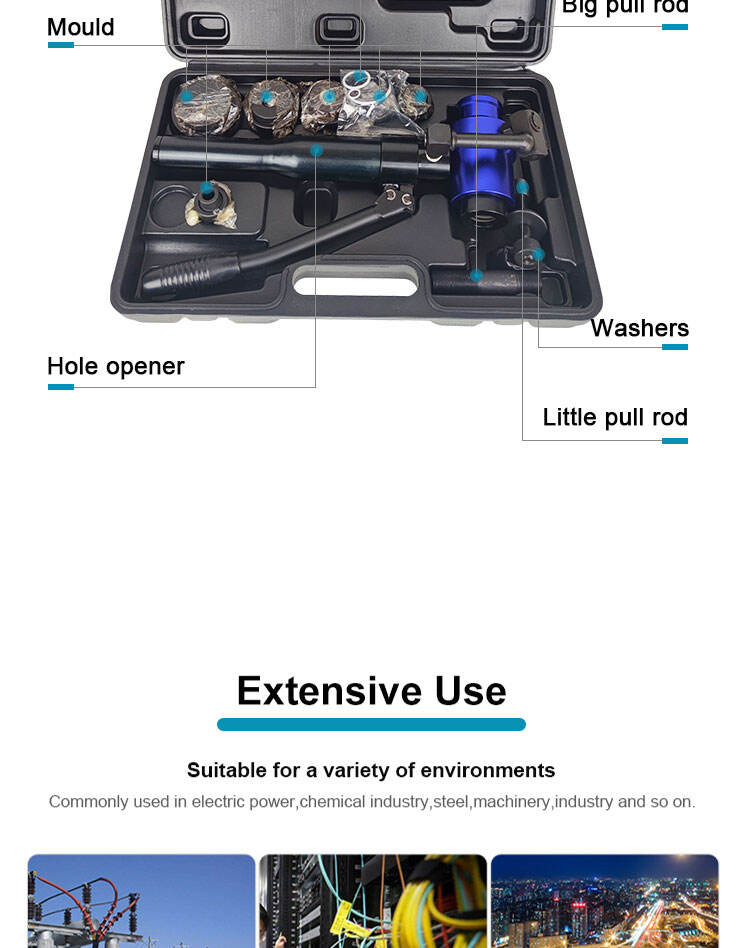
- Đựng trong hộp nhựa, dễ dàng vận chuyển và mang theo
| Mô hình | TPA-10C | Đầu ra | 8T |
| Quãng đường | 22mm | Chiều dài | 310mm |
| Trọng lượng tịnh | 2.4kg | Trọng lượng tổng | 5.8kg |
| Cấu hình khuôn | tiếng Việt 22、Ф27,5、Ф34、Ф43、Ф49、Ф60mm | ||
| Phụ kiện | Bu lông rút nhỏ (M20*1.5- M10*1) 1 cái Bu lông rút lớn (M20*1.5) 1 cái | ||
| Phạm Vi Mở | thép mềm 3mm Thép không gỉ 1.6mm | ||
| Đặc điểm của sản phẩm |
|
||
| Đặc điểm của sản phẩm |
|
||