TPA-10C Macchina manuale idraulica per fori su acciaio, foratore manuale
|
Uscita : |
8T |
|
corsa: |
22mm |
|
Numero di Modello: |
TPA-10C |
|
intervallo di punzonatura della piastra di ferro: |
3mm |
|
Quantità Minima di Ordine: |
1 Set |
|
Prezzo: |
US$ 95.00 |
|
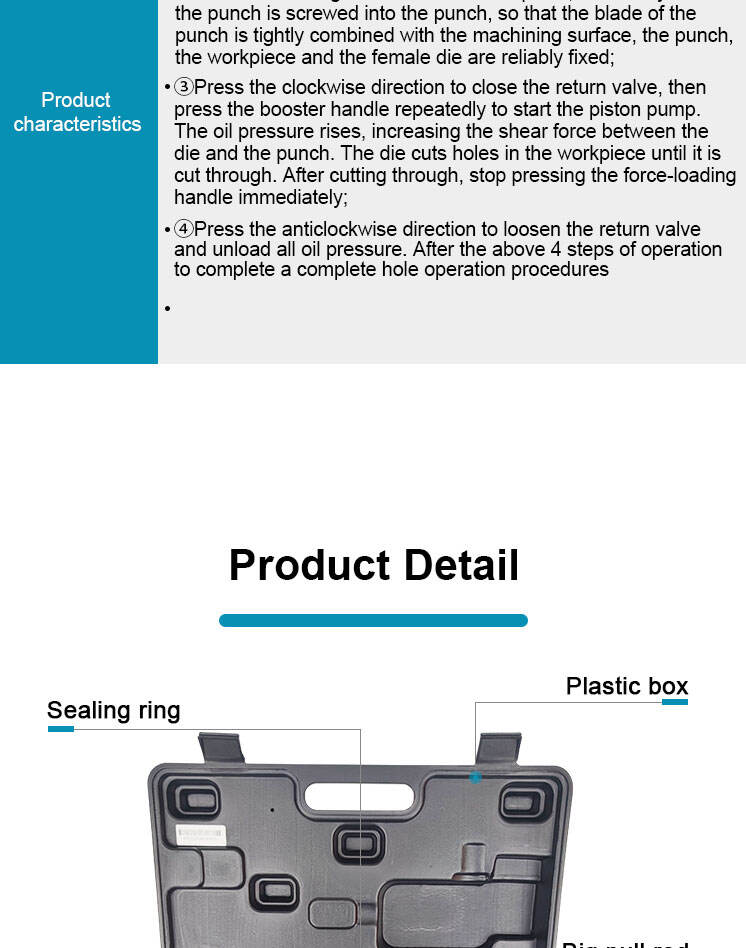
Dettagli Imballo: |
Scatola di plastica |
|
Tempo di Consegna: |
≥3 giorni |
|
Condizioni di pagamento: |
c utilizzabile |
|
Capacità di fornitura: |
Disponibile |
- Panoramica
- Descrizione
- Specifiche
- Prodotti consigliati


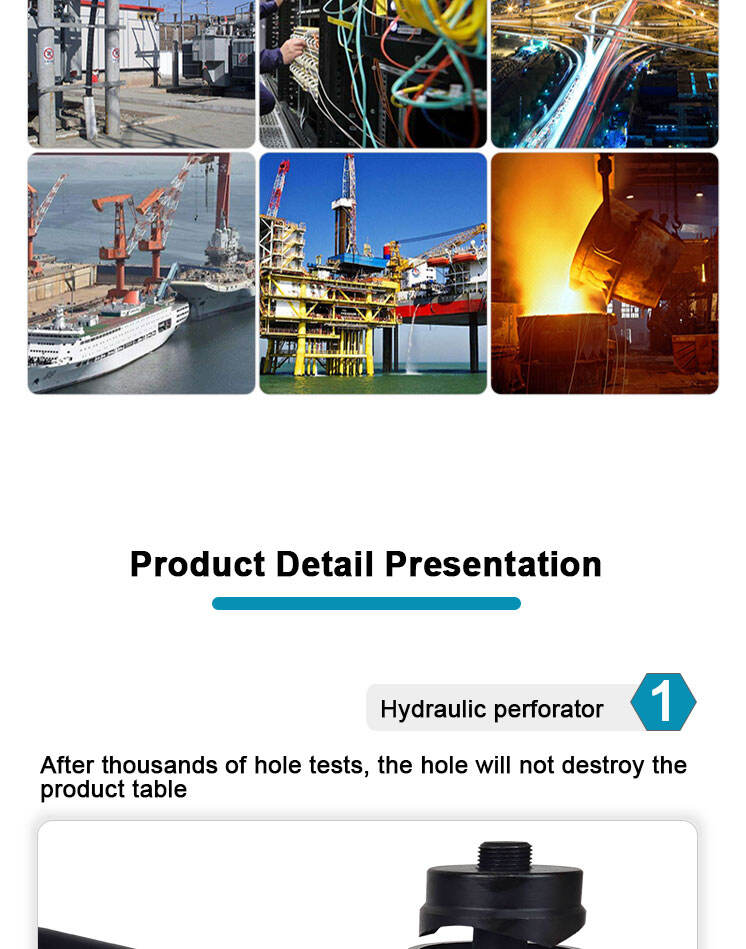



- Punzonatrice idraulica: dopo migliaia di test di foratura, il prodotto non subisce danni alla superficie
- Valvola di sicurezza. Stringere (ON) durante la pressurizzazione, chiudere (OFF) durante la depressurizzazione
- Astina rotante. La testa può ruotare in molteplici direzioni collegando l'astina rotante, adatta a vari ambienti di lavoro
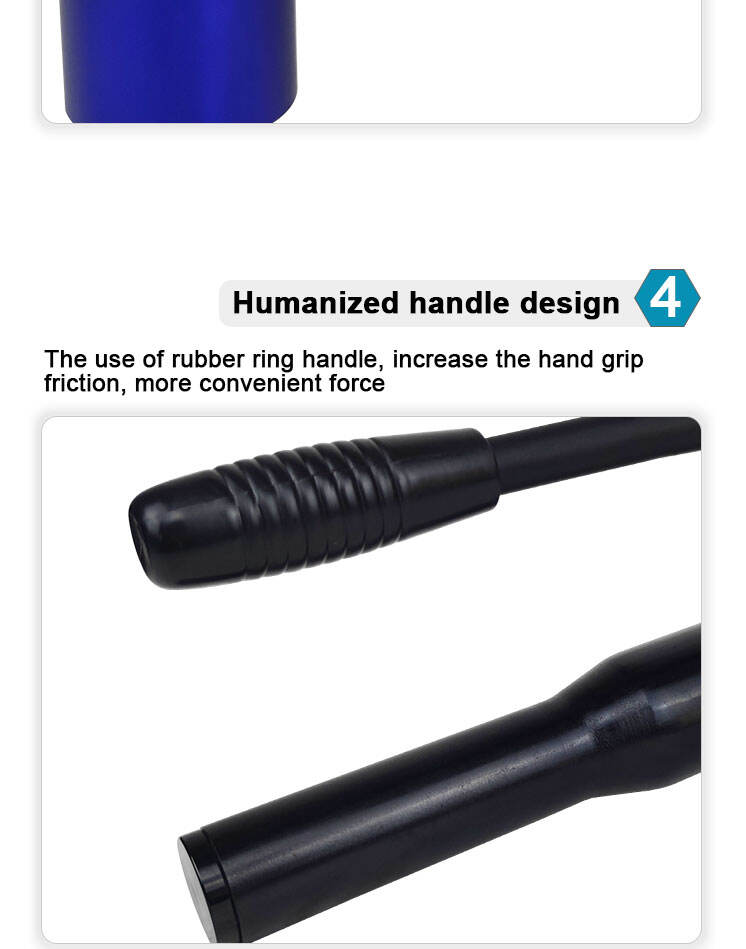
- Design ergonomico dell'impugnatura. L'uso di un'impugnatura con anello in gomma aumenta l'aderenza, rendendo più facile applicare la forza
- Imballaggio in scatola di plastica, facile da trasportare e da portare
| Modello | TPA-10C | Uscita | 8T |
| Corsa | 22mm | Lunghezza | 310mm |
| Peso netto | 2.4kg | Peso lordo | 5,8 kg |
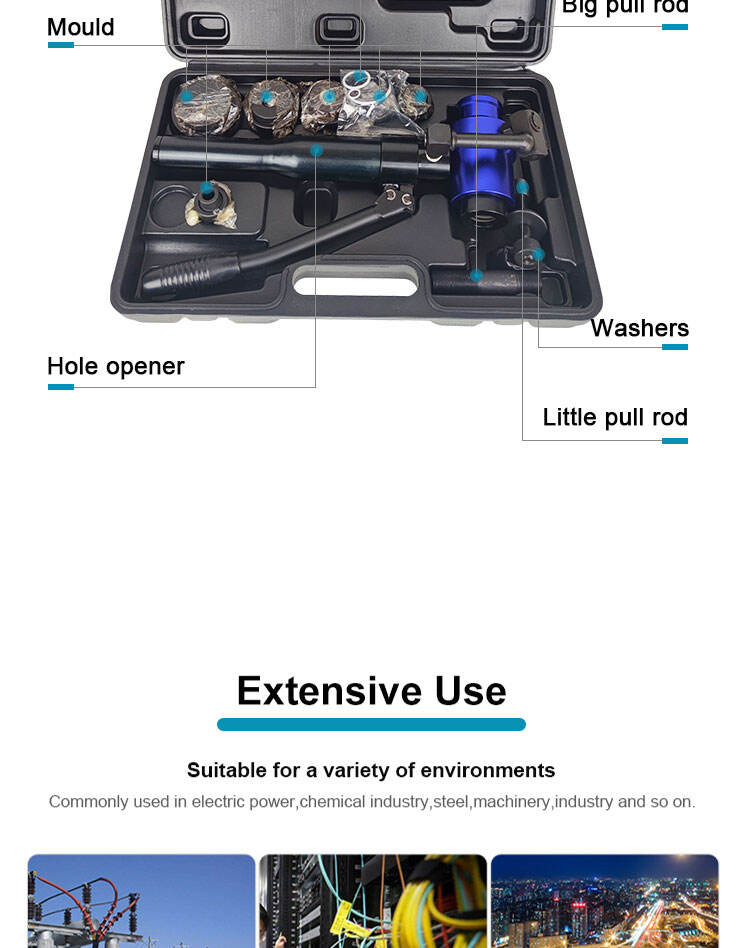
| Configurazione dello stampo | ф 22、Ф27,5、Ф34、Ф43、Ф49、Ф60mm | ||
| Accessori | Piccolo tirante (M20*1.5 - M10*1) 1 pz., Grande tirante (M20*1.5) 1 pz. | ||
| Intervallo di Apertura | 3 mm in acciaio dolce, 1,6 mm in acciaio inox | ||
| Caratteristiche del prodotto |
|
||
| Caratteristiche del prodotto |
|
||