TPA-10C 유압식 수동 강판 홀 드릴링 머신 핸드 홀 다이어
|
출력 : |
8t |
|
스트로크: |
22mm |
|
모델 번호: |
TPA-10C |
|
철판 펀치 범위: |
3mm |
|
최소 주문 수량: |
1 세트 |
|
가격: |
US$ 95.00 |
|
포장 세부사항: |
플라스틱 상자 |
|
배송 시간: |
≥3일 |
|
결제 조건: |
c 사용가능한 |
|
공급 능력: |
사용 가능 |
- 개요
- 설명
- 제품 사양
- 추천 제품


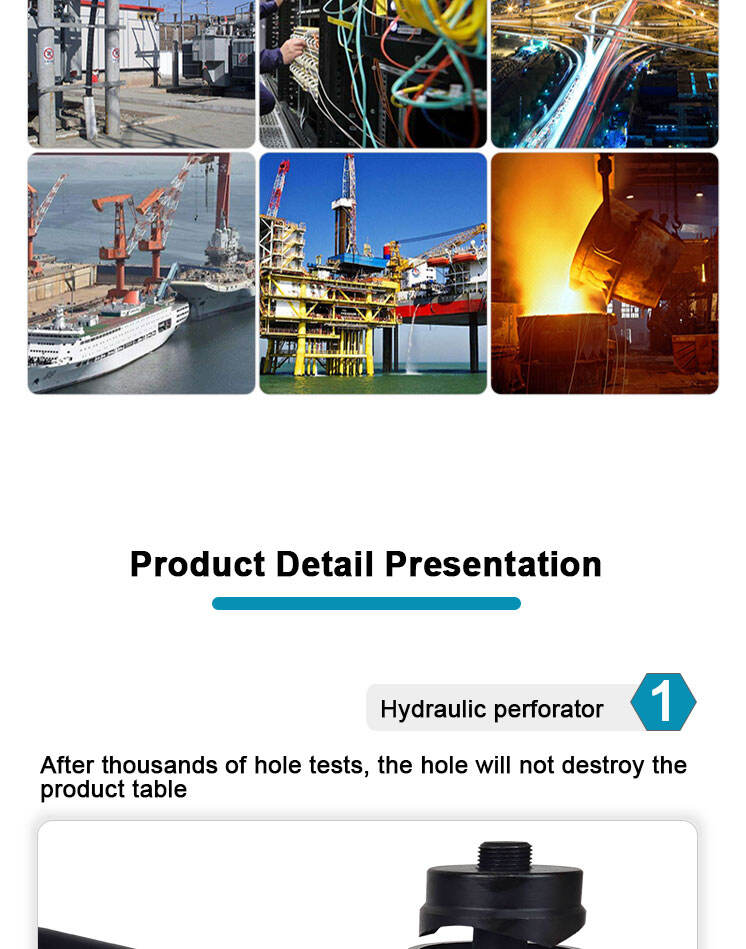



- 유압 펀칭기기는 수천 번의 구멍 테스트 후에도 제품 표면을 파손시키지 않습니다.
- 압력 방출 밸브 스위치 가압 시 조이기(ON), 감압 시 닫기(OFF)
- 회전 로드 연결된 회전 로드를 통해 머리를 여러 방향으로 회전시킬 수 있어 다양한 작업 환경에 적합합니다.
- 사용자 친화적인 손잡이 디자인 고무 링 손잡이를 사용하여 손의 그립 마찰력을 높이고 더욱 편리하게 힘을 가할 수 있습니다.
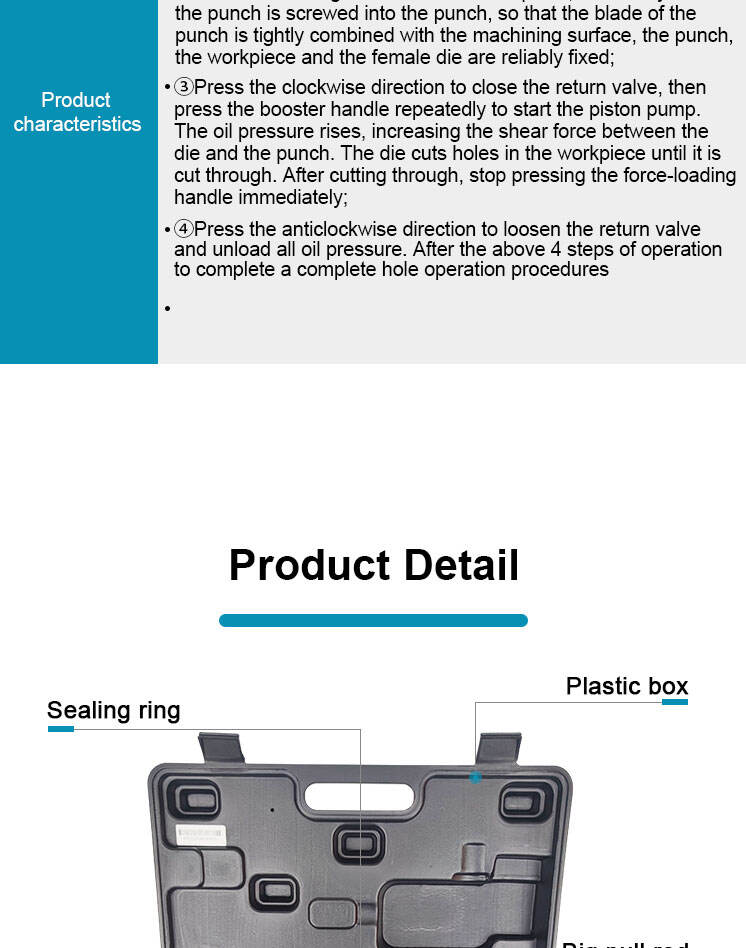
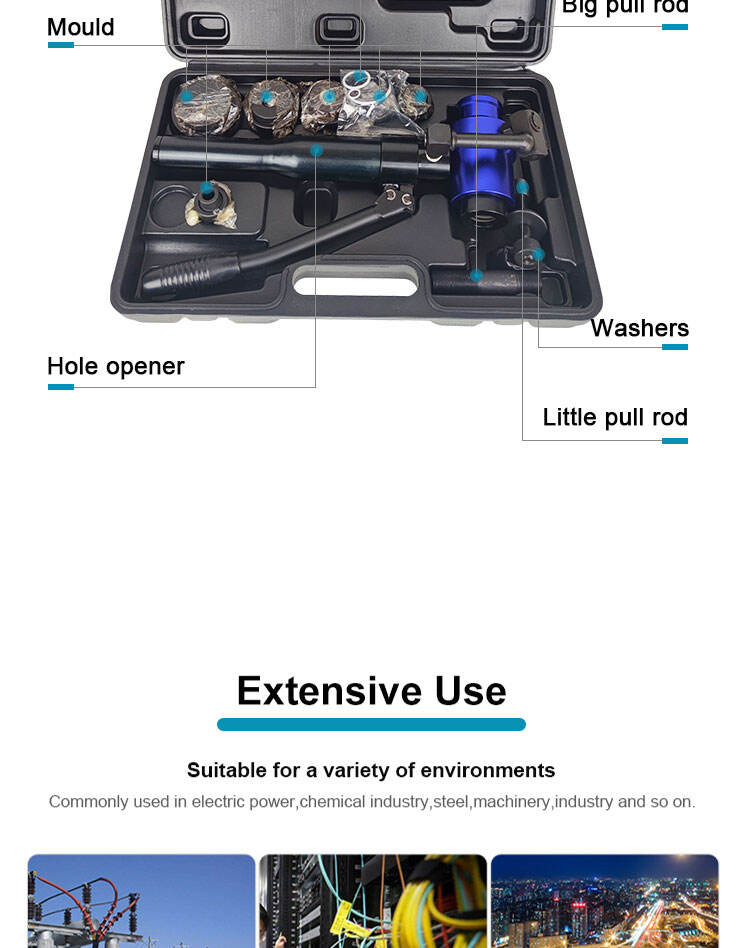
- 플라스틱 박스 포장, 운반 및 휴대가 간편함
| 모델 | TPA-10C | 출력 | 8t |
| Stroke | 22mm | 총장 | 310mm |
| 순중량 | 2.4kg | 총 중량 | 5.8kg |
| 금형 구성 | ф 22、Ф27.5、Ф34、Ф43、Ф49、Ф60mm | ||
| 악세사리 | 작은 인출 볼트(M20*1.5- M10*1) 1개, 큰 인출 볼트(M20*1.5) 1개 | ||
| 개방 범위 | 3mm 연강, 1.6mm 스테인리스강 | ||
| 제품 특성 |
|
||
| 제품 특성 |
|
||