TPA-10C Máquina Manual Hidráulica para Perfuração de Chapas de Aço, Perfurador de Furos
|
Saída : |
8T |
|
curso: |
22mm |
|
Número do modelo: |
TPA-10C |
|
faixa de perfuração de chapas de ferro: |
3mm |
|
Quantidade Mínima de Pedido: |
1 Conjunto |
|
Preço: |
US$ 95.00 |
|
Detalhes de Embalagem: |
Caixa de plástico |
|
Prazo de Entrega: |
≥3 dia |
|
Condições de Pagamento: |
c ustizable |
|
Capacidade de Fornecimento: |
Disponível |
- Visão Geral
- Descrição
- Especificações
- Produtos Recomendados


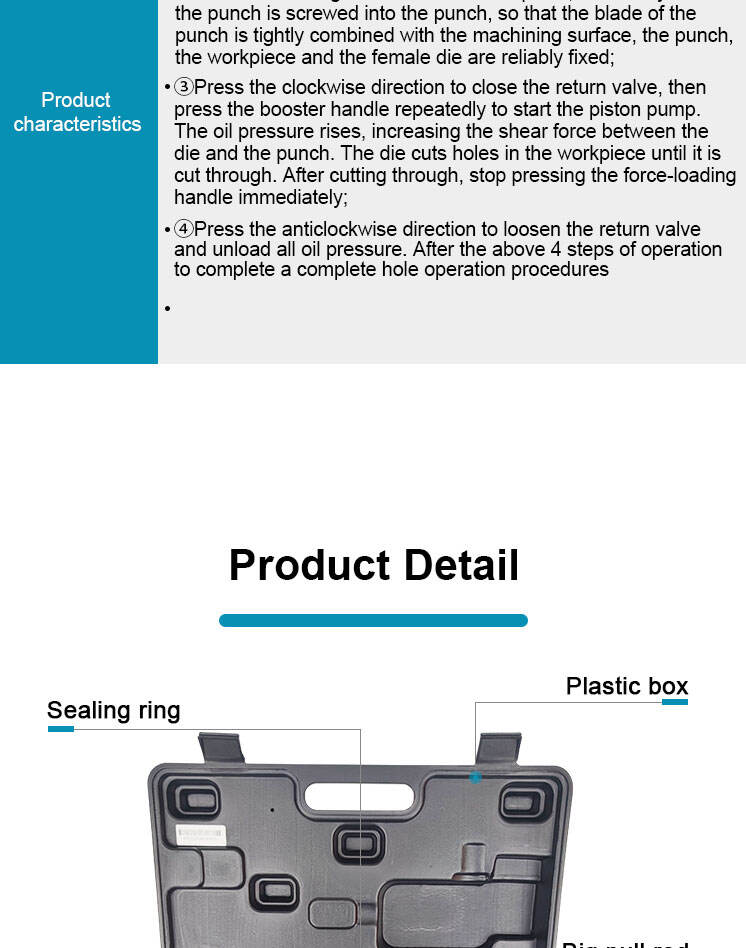
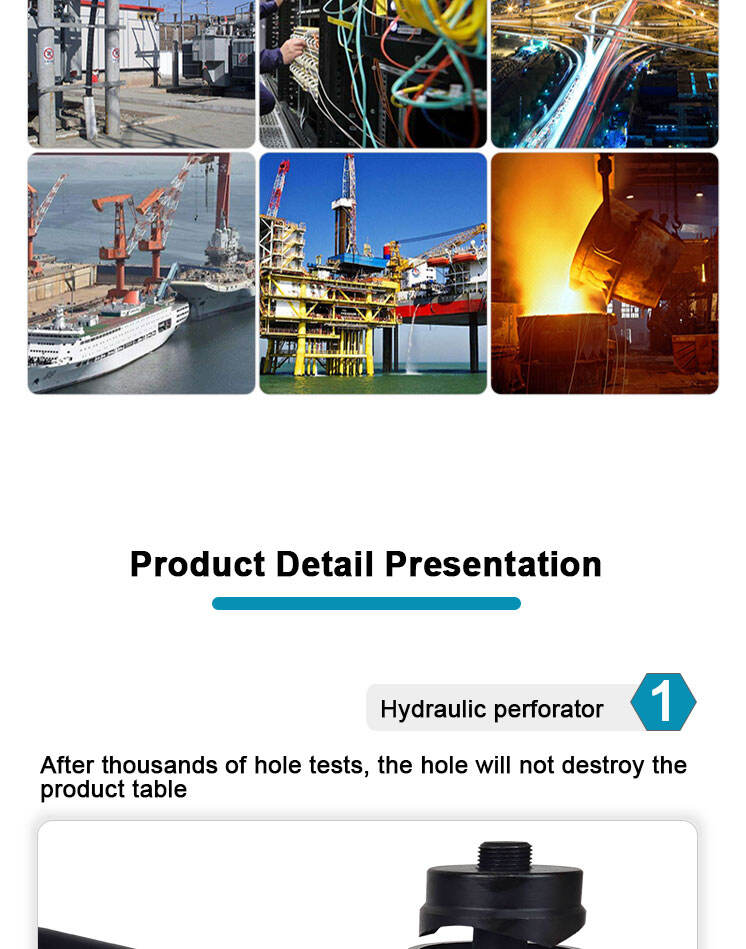



- Perfurador hidráulico após milhares de testes de furos, o produto não será danificado
- Válvula de alívio de pressão - Aperte (ON) ao pressurizar e feche (OFF) ao despressurizar
- Haste rotativa - A cabeça pode girar em várias direções conectando a haste rotativa, adequada para diversos ambientes de trabalho
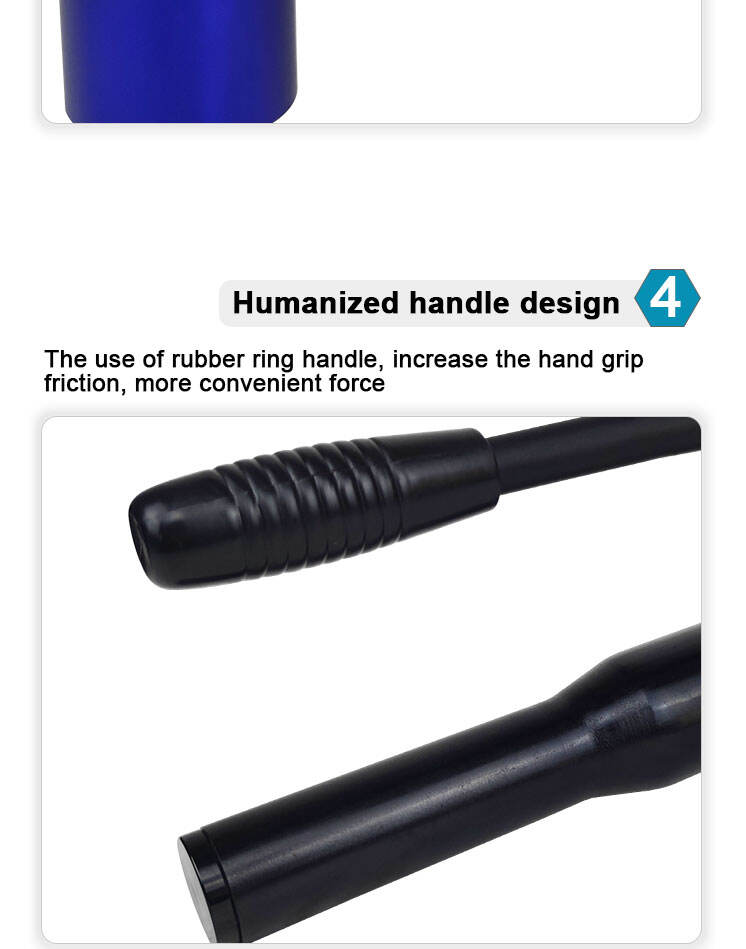
- Design humanizado do punho - Uso de punho com anel de borracha, aumenta o atrito da empunhadura, mais conveniente para aplicação de força
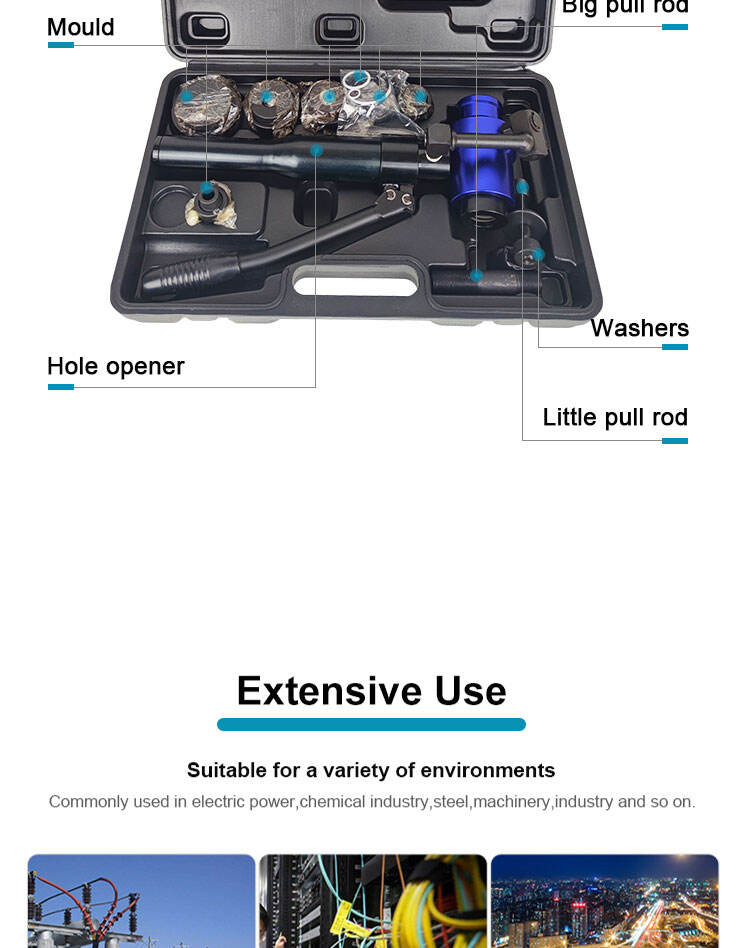
- Embalagem em caixa de plástico, fácil de transportar e carregar
| Modelo | TPA-10C | Saída | 8T |
| Curso | 22mm | Comprimento | 310mm |
| Peso líquido | 2,4kg | Peso bruto | 5,8 kg |
| Configuração do molde | ф 22、Ф27,5、Ф34、Ф43、Ф49、Ф60mm | ||
| Acessórios | Perno de Tração Pequeno (M20*1,5 - M10*1) 1 unidade Perno de Tração Grande (M20*1,5) 1 unidade | ||
| Faixa de Abertura | 3mm aço suave 1,6mm aço inoxidável | ||
| Características do produto |
|
||
| Características do produto |
|
||