TPA-10C Гидравлическая ручная машина для сверления отверстий в стальных листах
|
Выход : |
8T |
|
штрих: |
22mm |
|
Номер модели: |
TPA-10C |
|
диапазон сверления стальных листов: |
3мм |
|
Минимальное количество заказа: |
1 комплект |
|
Цена: |
US$ 95.00 |
|
Подробности упаковки: |
Пластиковый ящик |
|
Время доставки: |
≥3 дня |
|
Условия оплаты: |
c устомизируемый |
|
Способность поставки: |
Доступность |
- Обзор
- Описание
- Характеристики
- Рекомендуемые продукты


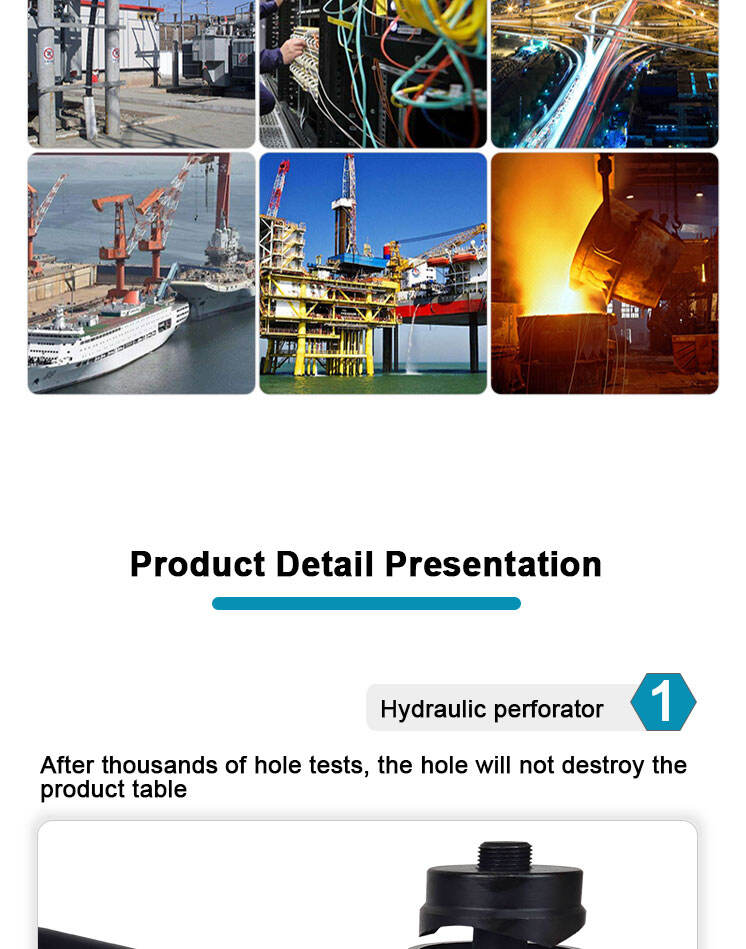



- Гидравлический перфоратор после тысяч испытаний отверстиями, отверстие не повредит поверхность продукта
- Клапан сброса давления Затяните (ON) при повышении давления, закройте (OFF) при снижении давления
- Ротационный стержень Головка может вращаться в разных направлениях при подключении ротационного стержня, что подходит для различных рабочих условий
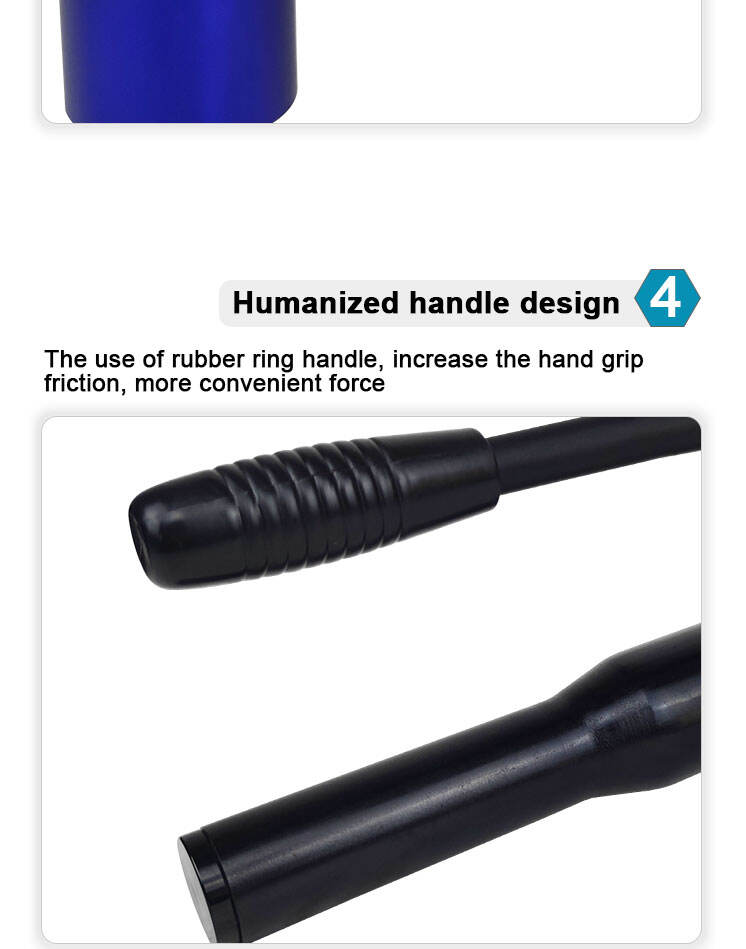
- Эргономичная рукоятка Рукоятка с резиновым кольцом увеличивает силу трения при удерживании, удобнее прикладывать усилие
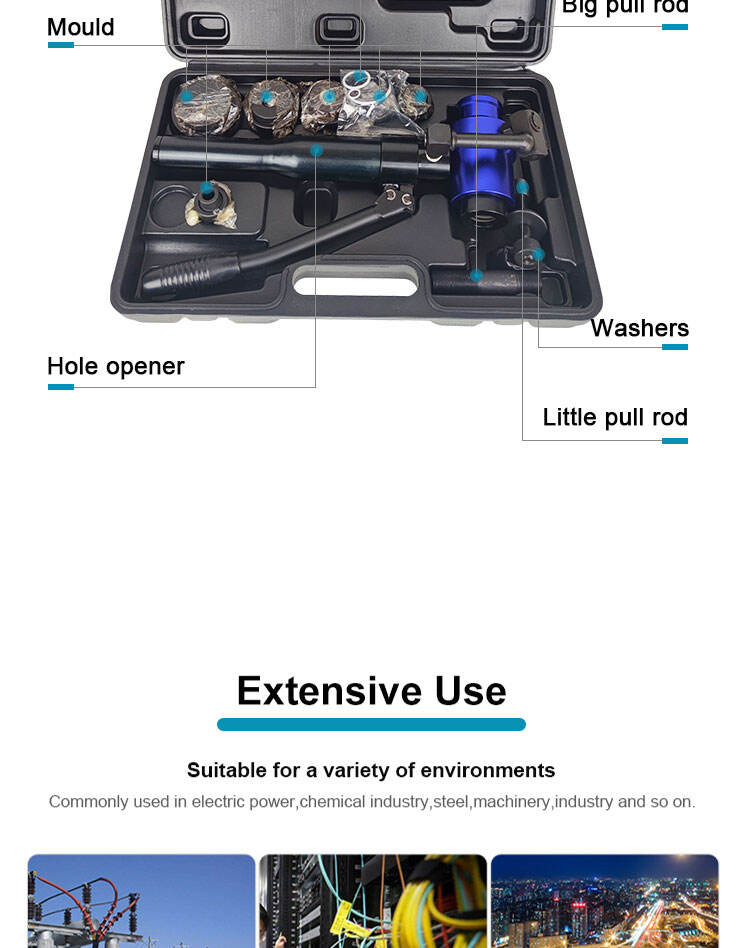
- Пластиковая упаковка, удобная для транспортировки и переноски
| Модель | TPA-10C | Выход | 8T |
| Ход | 22mm | Длина | 310 мм |
| Вес без упаковки | 2.4кг | Вес брутто | 5,8 кг |
| Конфигурация пресс-формы | ф 22、Ф27,5、Ф34、Ф43、Ф49、Ф60 мм | ||
| Аксессуары | Маленький вытяжной болт (M20*1,5 - M10*1) 1 шт., большой вытяжной болт (M20*1,5) 1 шт. | ||
| Диапазон Открытия | 3 мм - мягкая сталь, 1,6 мм - нержавеющая сталь | ||
| Характеристики продукта |
|
||
| Характеристики продукта |
|
||