TPA-10C Hydraulic Manual Steel Hole Drilling Machine Hand Hole Digger
|
Output : |
8T |
|
ahas: |
22mm |
|
Numero ng Modelo: |
TPA-10C |
|
lron plate punch range: |
3mm |
|
Minimum Order Quantity: |
1 Set |
|
Presyo: |
US$ 95.00 |
|
Packaging Details: |
Plastik na kahon |
|
Delivery Time: |
≥3 araw |
|
Payment Terms: |
c may-katulad |
|
Kakayahang Suplay: |
Magagamit |
- Buod
- Paglalarawan
- Mga Spesipikasyon
- Mga Inirerekomendang Produkto


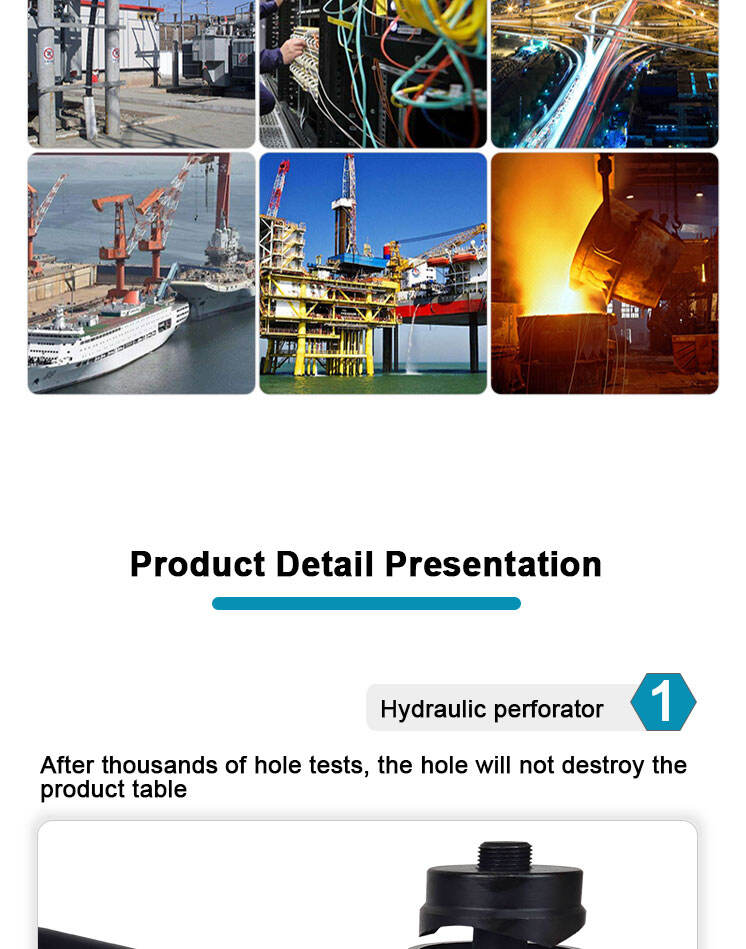



- Hydraulic perforator Pagkatapos ng libu-libong pagsubok sa butas, ang butas ay hindi magsisira sa produkto
- Pressure relief valve switch I-utos (ON) kapag pinipilit, isara (OFF) kapag binabawasan ang presyon
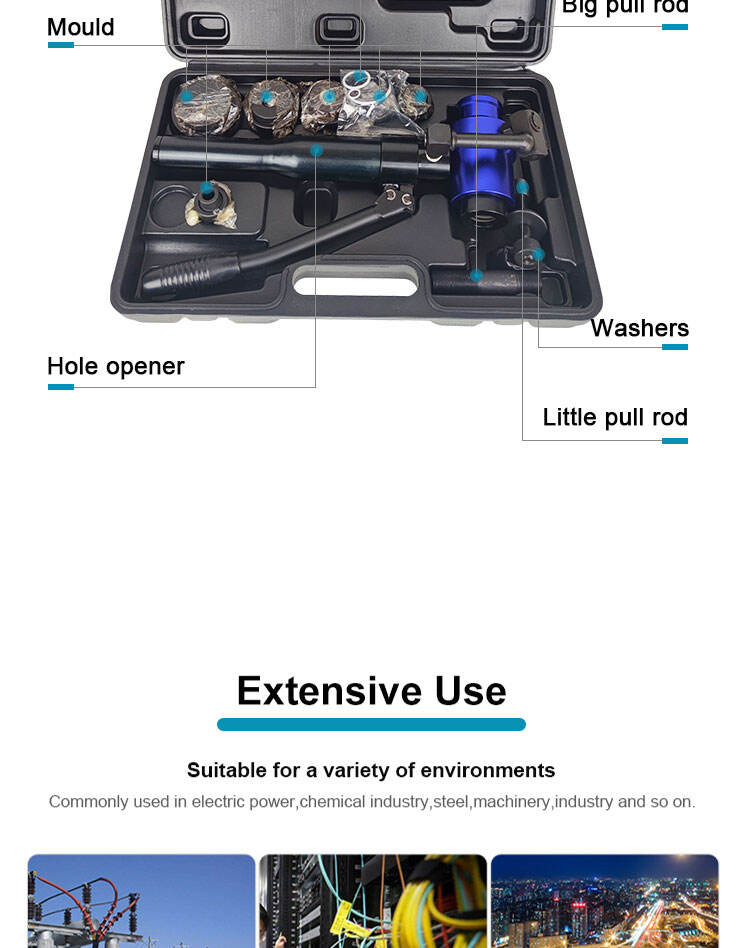
- Rotating rod Ang ulo ay maaaring i-ikot sa maraming direksyon sa pamamagitan ng pagkonekta sa rotating rod, na angkop para sa iba't ibang working environment
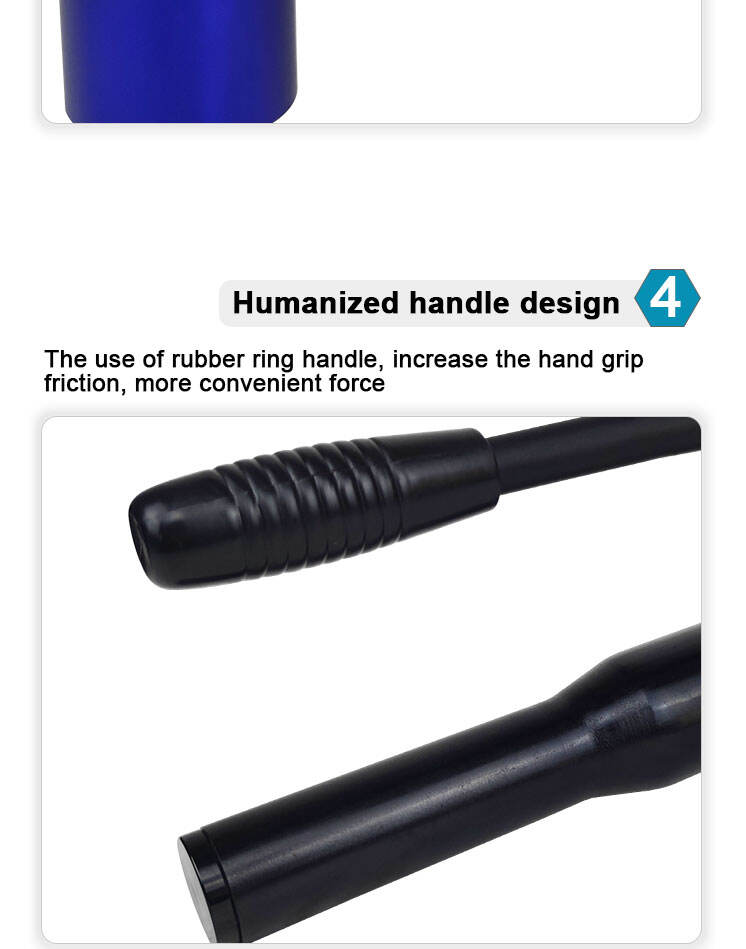
- Humanized handle design Ang paggamit ng rubber ring handle, dagdagan ang grip ng kamay, mas madaling gamitin
- Pakete sa kahon na plastik, madaling transportin, madaling bitbitin
| Modelo | TPA-10C | Output | 8T |
| Stroke | 22mm | Habà | 310mm |
| Net Weight | 2.4kg | Kabuuang timbang | 5.8kg |
| Kumpigurasyon ng hulma | ф 22、Ф27.5、Ф34、Ф43、Ф49、Ф60mm | ||
| Mga Aksesorya | Maliit na Draw Stud(M20*1.5- M10*1)1PC Malaking Draw Stud(M20*1.5)1PC | ||
| Buhos ng Pagbubukas | 3mm na bakal na hindi matigas 1.6mm na hindi kinakalawang na bakal | ||
| Mga katangian ng produkto |
|
||
| Mga katangian ng produkto |
|
||