TPA-10C Mesin Bor Lubang Baja Manual Hidrolik untuk Penggalian Lubang
|
Output : |
8T |
|
stroke: |
22mm |
|
Nomor Model: |
TPA-10C |
|
rentang pelubang pelat besi |
3mm |
|
Kuantitas Pesanan Minimum: |
1 Set |
|
Harga: |
US$ 95.00 |
|
Detail Kemasan: |
Kotak plastik |
|
Waktu Pengiriman: |
≥3 hari |
|
Ketentuan Pembayaran: |
c dapat di-ustomize |
|
Kemampuan Penyediaan: |
Tersedia |
- Gambaran Umum
- Deskripsi
- Spesifikasi
- Produk Rekomendasi


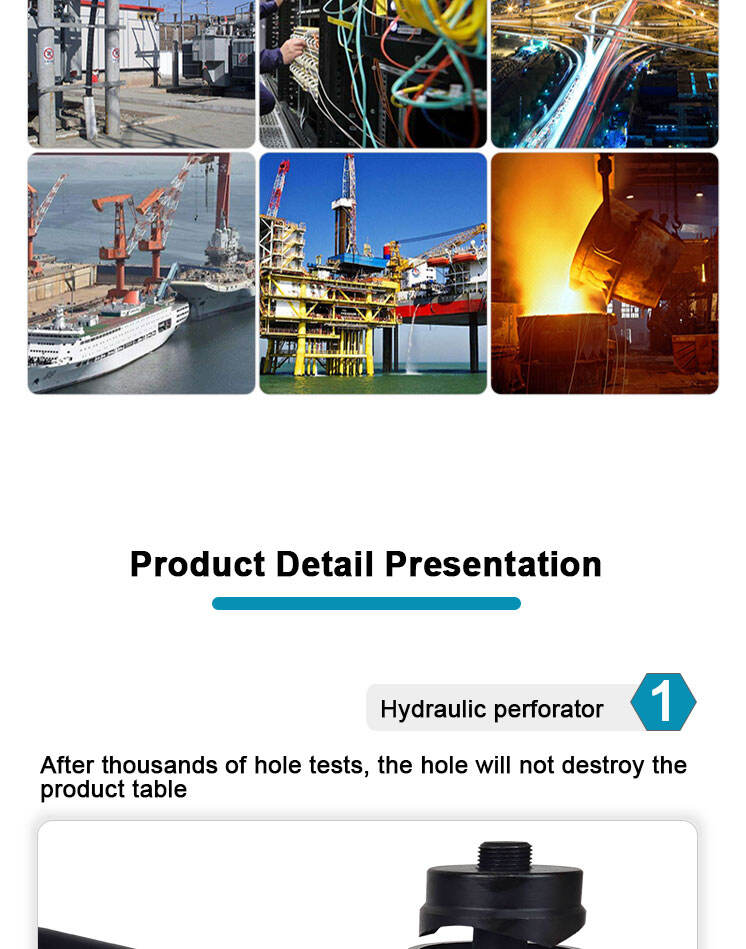



- Perforator hidrolik Setelah ribuan uji lubang, lubang tidak akan merusak permukaan produk
- Katup pelepas tekanan Sakelar Kencangkan(ON) saat memberi tekanan, tutup(OFF) saat melepaskan tekanan
- Batang putar Kepala dapat diputar ke berbagai arah dengan menghubungkan batang putar, cocok untuk berbagai lingkungan kerja
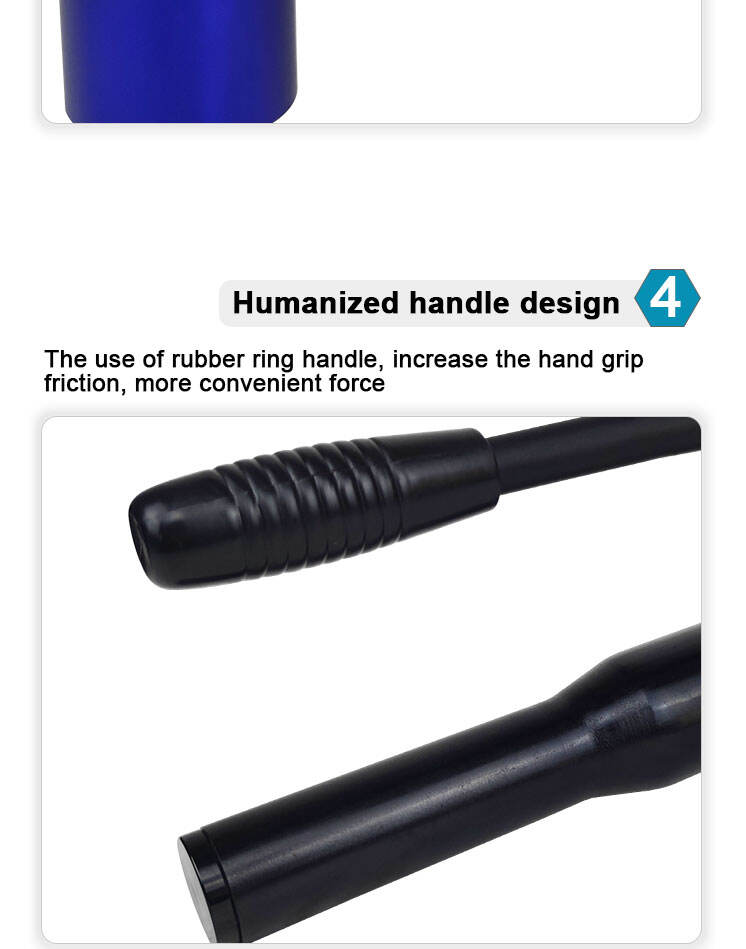
- Desain gagang ergonomis Menggunakan gagang berbahan cincin karet, meningkatkan daya cengkeram tangan, lebih mudah dalam pemberian tenaga
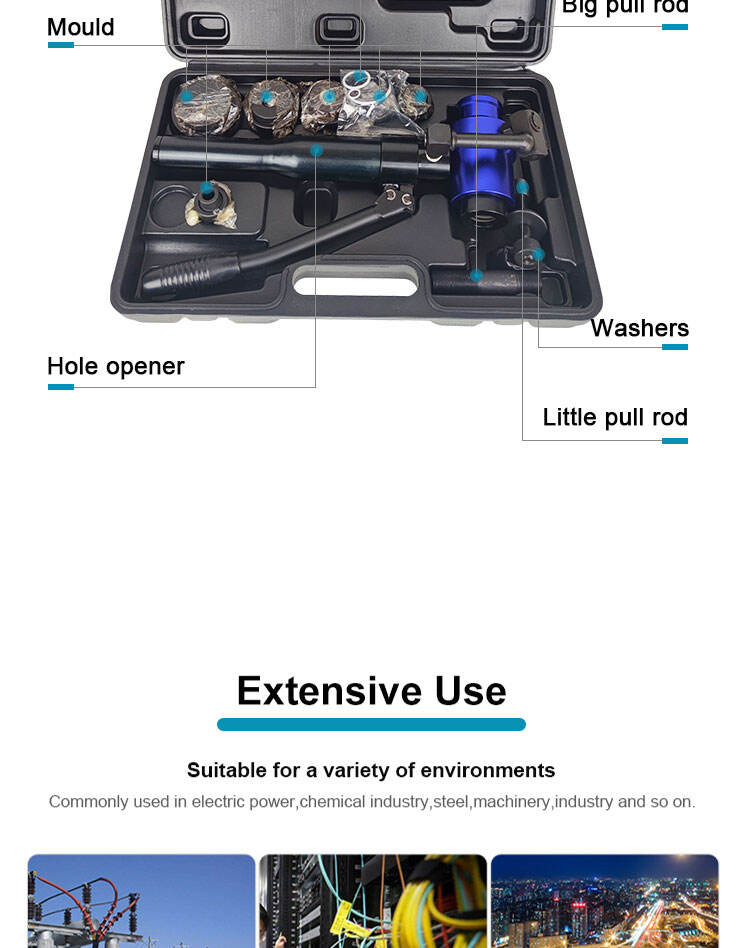
- Pengemasan kotak plastik, mudah dibawa dan diangkut
| Model | TPA-10C | Output | 8T |
| Langkah | 22mm | Panjang | 310mm |
| Berat bersih | 2,4kg | Berat kasar | 5,8kg |
| Konfigurasi cetakan | sebuah 22、Ф27.5、Ф34、Ф43、Ф49、Ф60mm | ||
| Aksesori | Stud Tarik Kecil(M20*1.5- M10*1)1PC Stud Tarik Besar(M20*1.5)1PC | ||
| Jangkauan Pembukaan | baja ringan 3mm Baja tahan karat 1,6mm | ||
| Karakteristik produk |
|
||
| Karakteristik produk |
|
||