TPA-10A Hydraulic Knockout Hole Punch Driver Kit 1/2 to 2 Inch Electrical Conduit Hole Cutter Set Tool Kit Metal Sheet Punch
|
Output : |
8T |
|
ahas: |
22mm |
|
Numero ng Modelo: |
TPA-10A |
|
lron plate punch range: |
3mm |
|
Minimum Order Quantity: |
1 Set |
|
Presyo: |
US$ 85.00 |
|
Packaging Details: |
Plastik na kahon |
|
Delivery Time: |
≥3 araw |
|
Payment Terms: |
c may-katulad |
|
Kakayahang Suplay: |
Magagamit |
- Buod
- Paglalarawan
- Mga Inirerekomendang Produkto



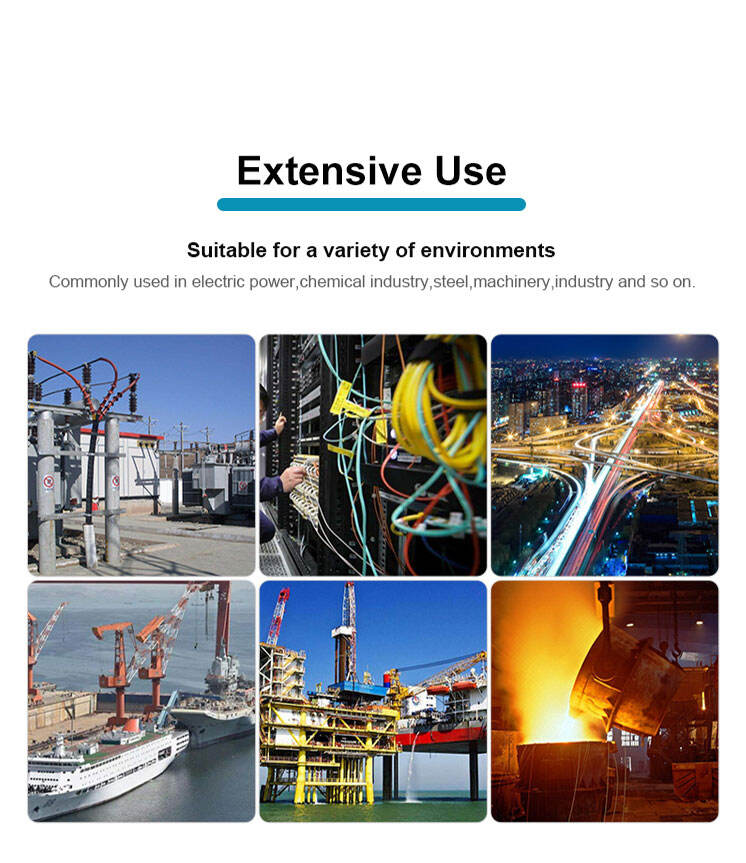
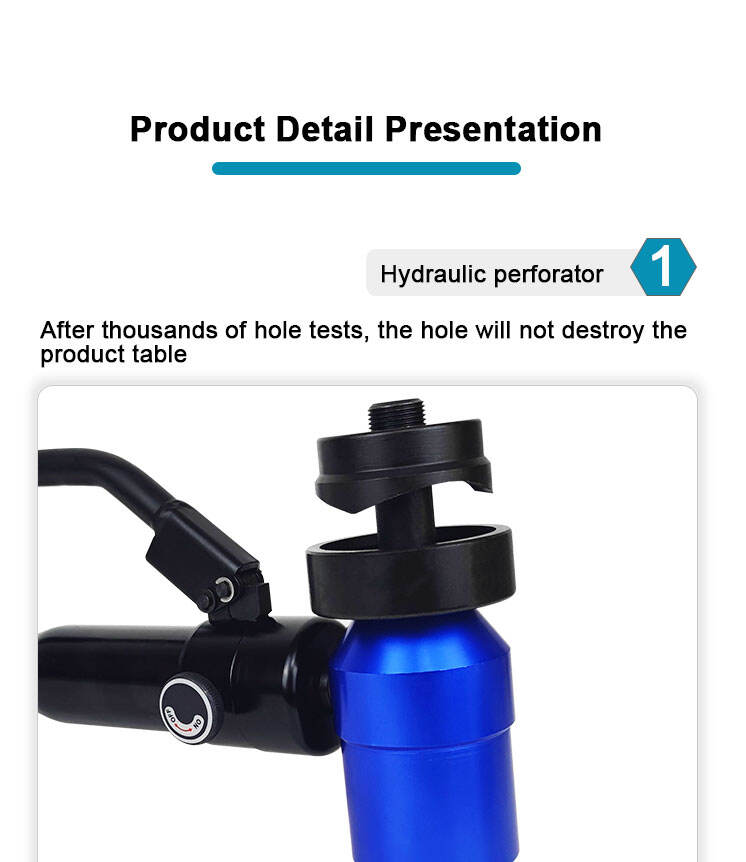


- Hydraulic perforator Pagkatapos ng libu-libong pagsubok sa butas, ang butas ay hindi magsisira sa produkto
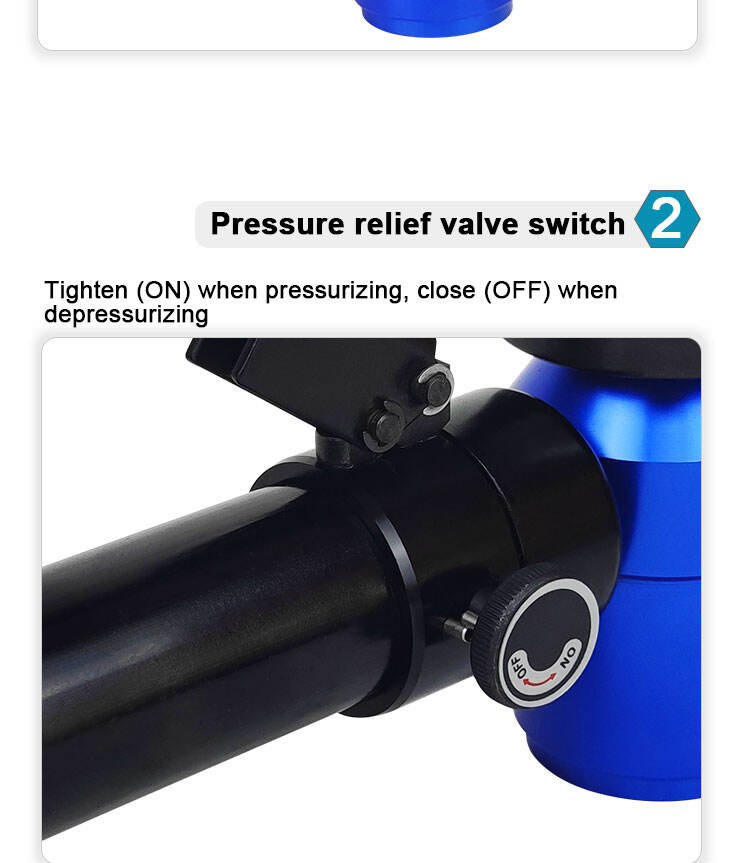
- Pressure relief valve switch Higpitan (ON) kapag pinipilit, isara (OFF) kapag binabawasan ang presyon
- Dinisenyo ang hawakan para sa tao. Ang paggamit ng goma na singsing na hawakan ay nagdaragdag ng gripo ng kamay, mas maginhawa ang lakas
- Pakete sa kahon na plastik, madaling transportin, madaling bitbitin