TPA-10A Hydraulischer Lochstanzer für Durchmesser von 1/2 bis 2 Zoll, Satz für elektrische Leerrohrbohrungen, Werkzeugset, Metallblech-Lochstanzer
|
Ausgang : |
8T |
|
schlaganfall: |
22mm |
|
Artikelnummer: |
TPA-10A |
|
eisenplatten-Lochstanzer-Bereich: |
3mm |
|
Mindestbestellmenge: |
1 Set |
|
Preis: |
US$ 85.00 |
|
Verpackungsdetails: |
Plastikboxen |
|
Lieferzeit: |
≥3 Tage |
|
Zahlungsbedingungen: |
c ausdrucksweise |
|
Lieferfähigkeit: |
Verfügbar |
- Überblick
- Beschreibung
- Empfohlene Produkte



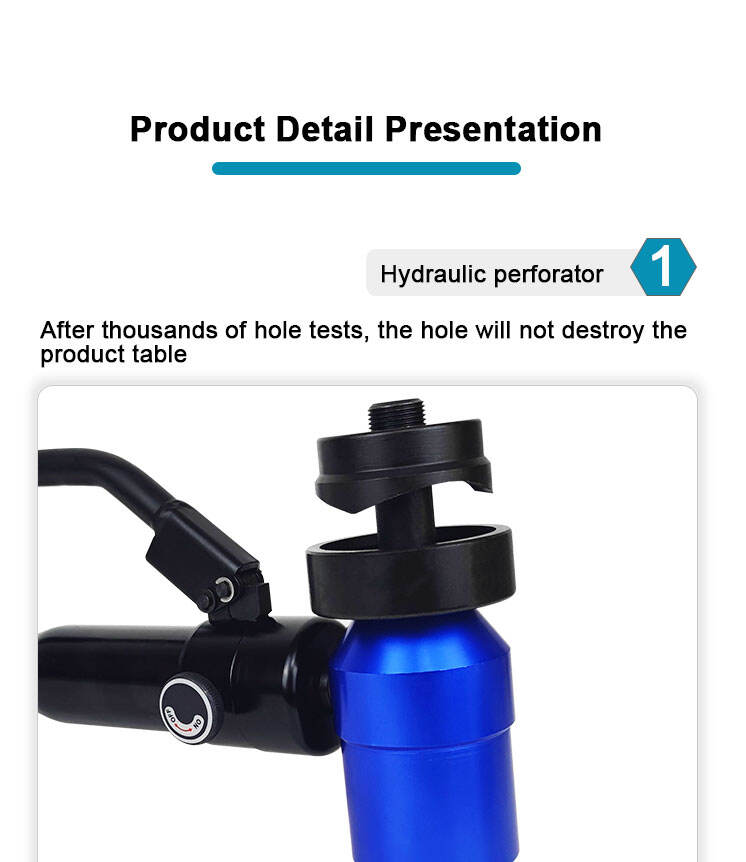


- Hydraulischer Perforator Nach Tausenden von Lochtests wird das Produkttableau durch das Loch nicht zerstört
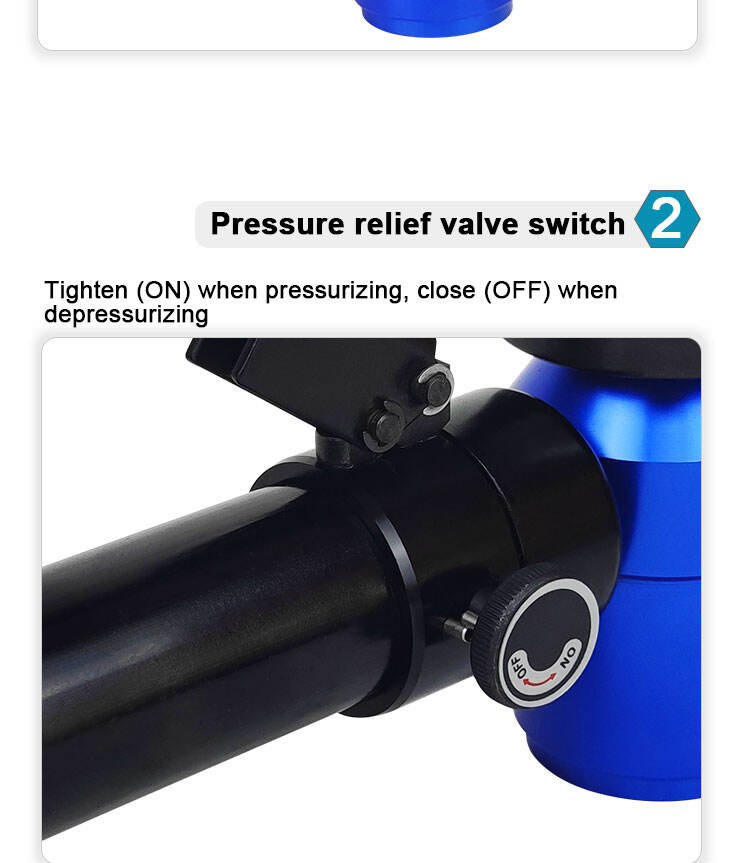
- Druckentlastungsventil-Schalter Zum Druckaufbau festziehen (Ein), zum Entlüften schließen (Aus)
- Ergonomisches Griffdesign mit Gummiring für besseren Halt und mehr Kraftübertragung
- Kunststoffbox-Verpackung, leicht zu transportieren, leicht zu tragen