TPA-10A Hydrauliskt verktyg för att slå hål, 1/2 till 2 tum, hålkonsats för elledningar, verktygssats för plåtar
|
Utgång : |
8T |
|
sträcka: |
22 mm |
|
Modellnummer: |
TPA-10A |
|
järnplåtborrning: |
3 mm |
|
Minsta beställningskvantitet: |
1 Set |
|
Pris: |
US$ 85.00 |
|
Förpackningsinformation: |
Plastlåda |
|
Leveranstid: |
≥3 dagar |
|
Betalningsvillkor: |
c användbar |
|
Leveransförmåga: |
Tillgänglig |
- Översikt
- Beskrivning
- Rekommenderade Produkter


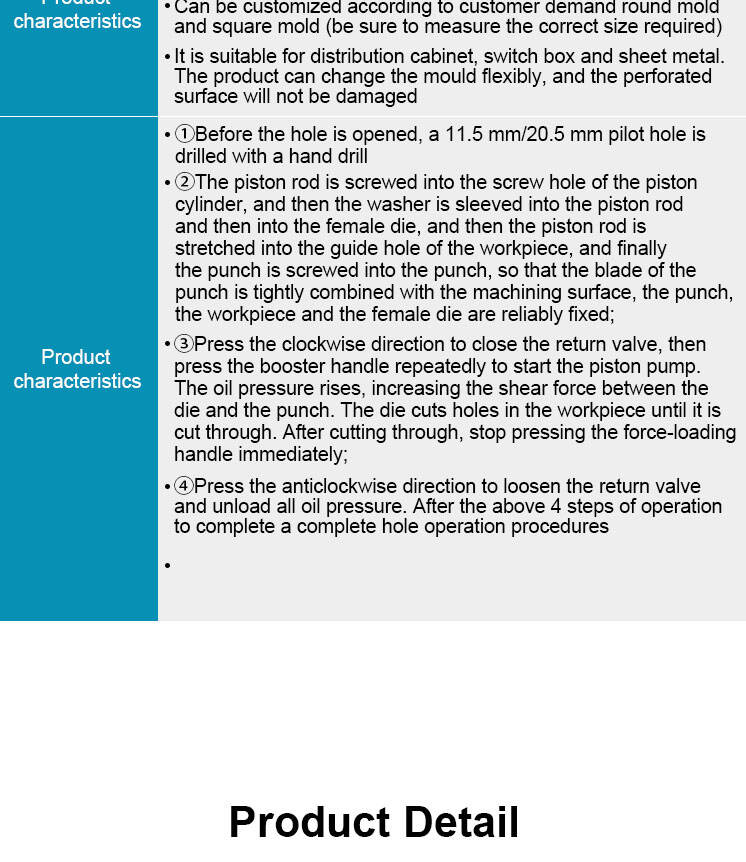

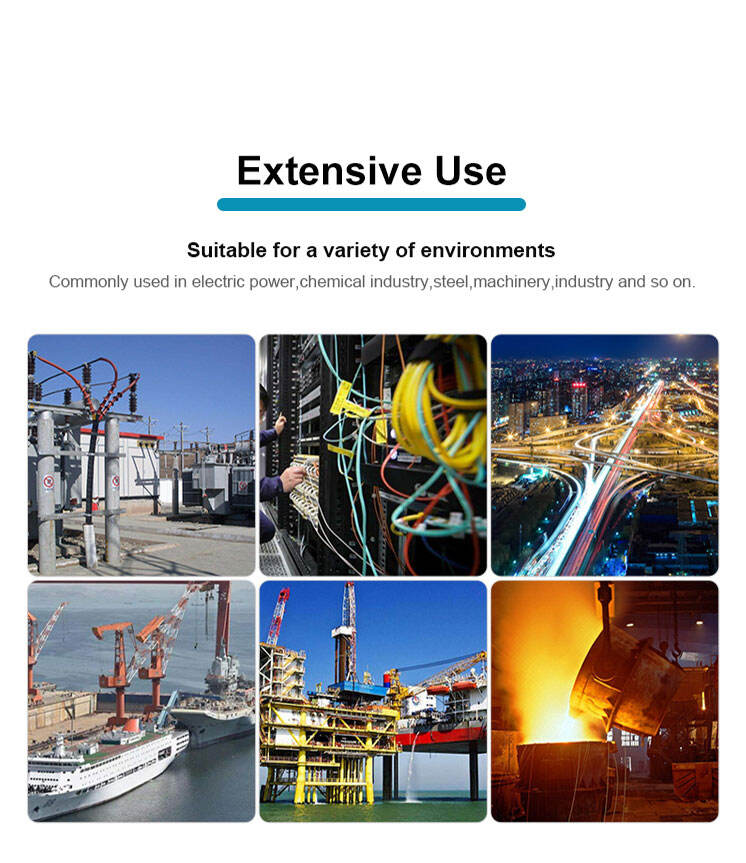


- Hydraulisk perforeringsmaskin. Efter tusentals håltester förstörs inte produktytan.
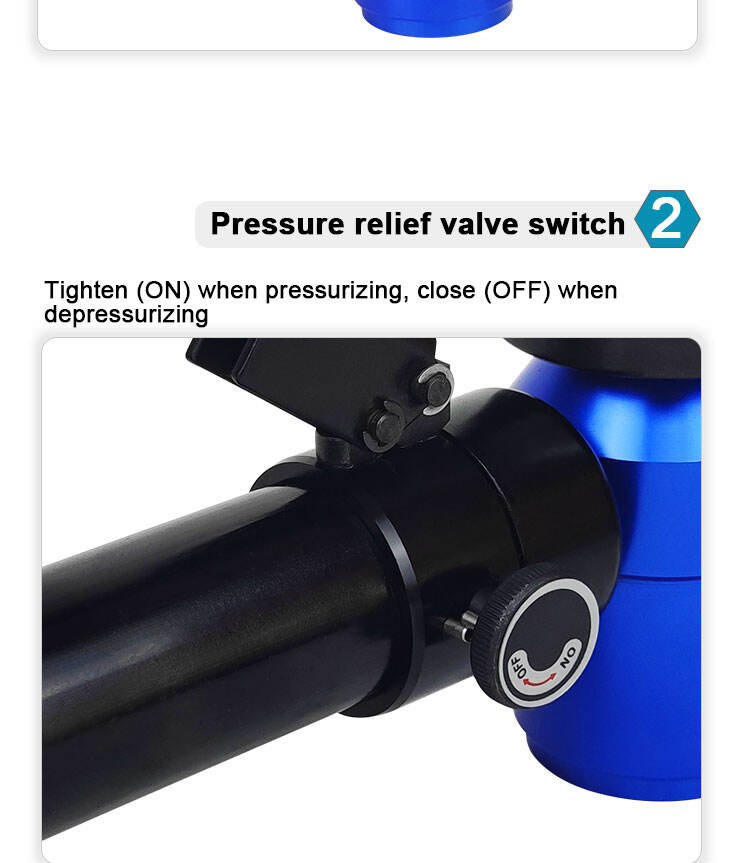
- Tryckavlastningsventil, stram (PÅ) vid pressning, stäng (AV) vid tryckminskning
- Människocentrerad handtagdesign Användning av gummiring i handtaget ökar greppets friktion, vilket gör det bekvämare att använda kraft
- Plastlådans förpackning, lätt att transportera, lätt att bära