Zestaw hydraulicznego ręcznego perforatora TPA-10A 1/2 do 2 cali do przewodów elektrycznych, zestaw narzędzi do perforowania blach metalowych
|
Wyjście : |
8T |
|
chód: |
22mm |
|
Numer modelu: |
TPA-10A |
|
zakres przebijania blach stalowych: |
3mm |
|
Minimalna ilość zamówienia: |
1 zestaw |
|
Cena: |
US$ 85.00 |
|
Szczegóły opakowania: |
Plastikowa skrzynka |
|
Czas dostawy: |
≥3 dni |
|
Warunki płatności: |
c ustomizable |
|
Zdolność dostaw: |
Dostępny |
- Przegląd
- Opis
- Polecane produkty


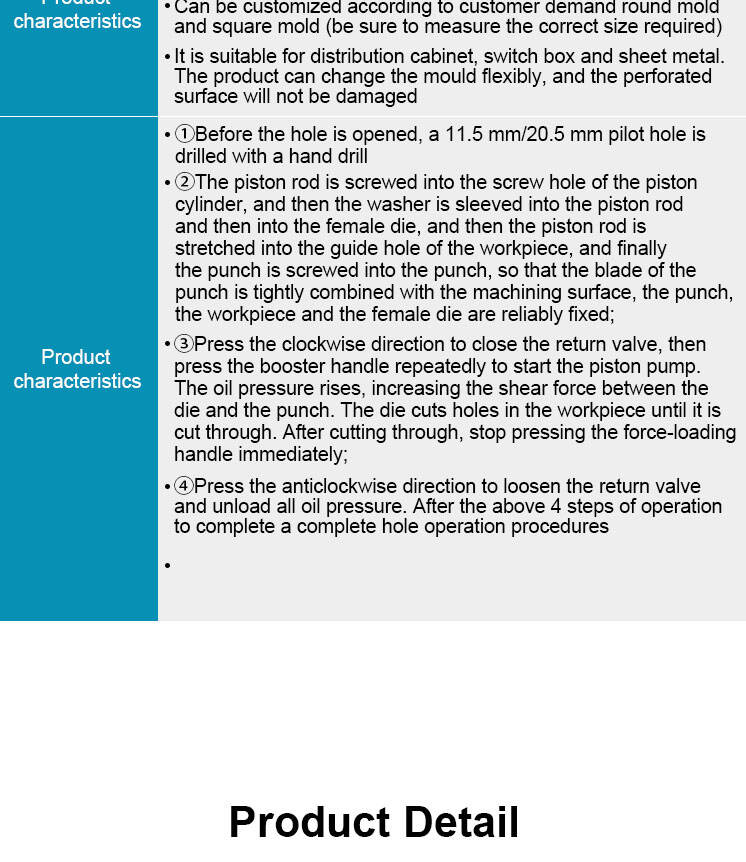

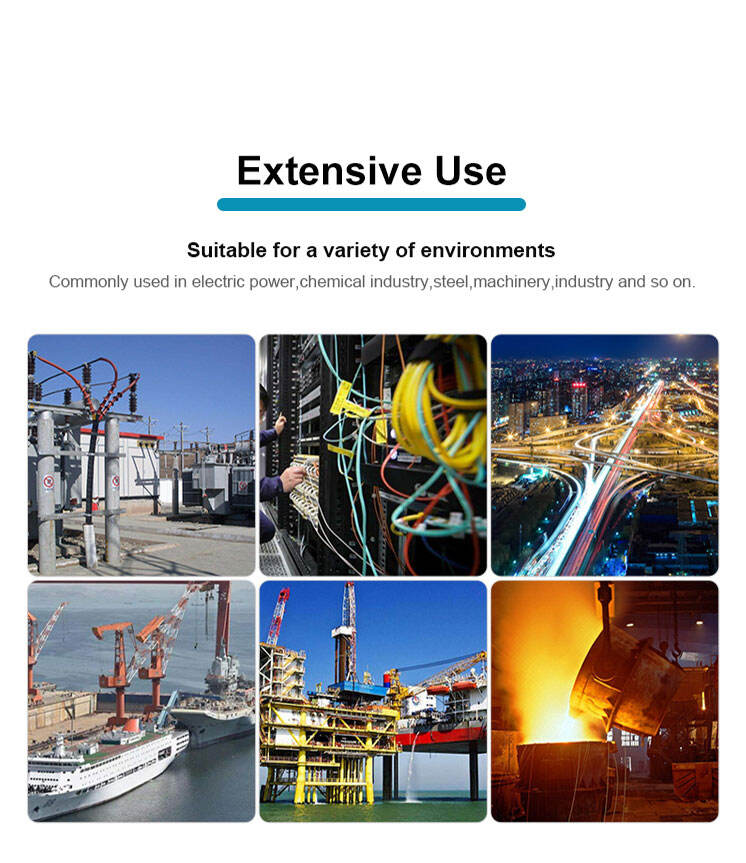


- Hidrauliczny perforator – po tysiącach testów otworów produkt nie ulegnie zniszczeniu
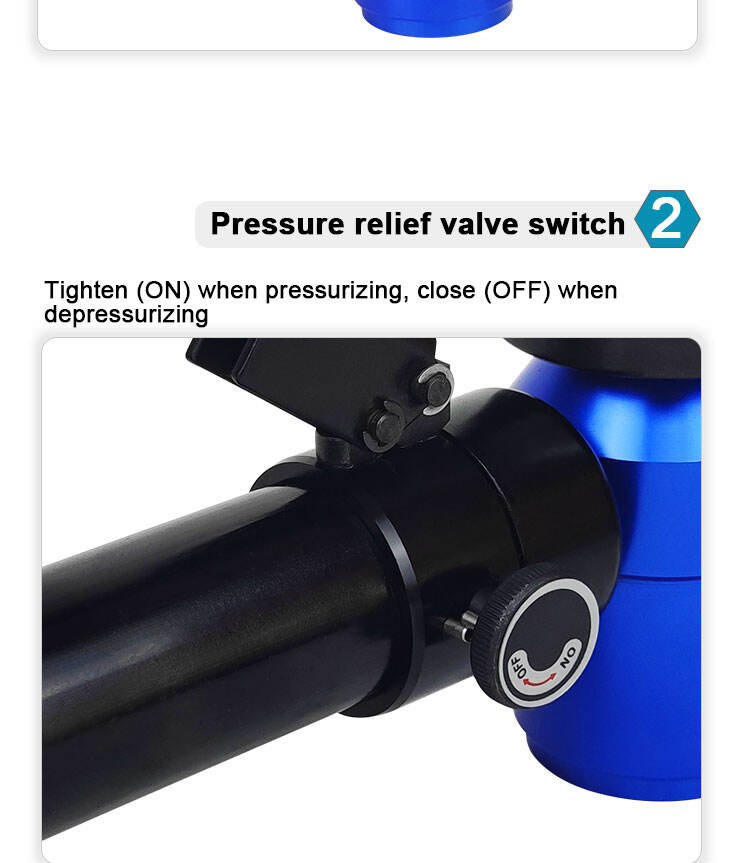
- Zawór spustowy – dokręć (ON) podczas podnoszenia ciśnienia, odkręć (OFF) podczas jego obniżania
- Humanizowany projekt uchwytu Wykorzystanie gumowego pierścienia uchwytu zwiększa tarcie w dłoni, co umożliwia łatwiejsze przyłożenie siły
- Opakowanie w plastikowym pudełku, łatwe do transportu, przenoszenia