TPA-10B Hydraulisk handdriven håltagare
|
Utgång : |
8T |
|
sträcka: |
22 mm |
|
Modellnummer: |
TPA-10B |
|
järnplåtborrning: |
3 mm |
|
Minsta beställningskvantitet: |
1 Set |
|
Pris: |
US$ 84.00 |
|
Förpackningsinformation: |
Plastlåda |
|
Leveranstid: |
≥3 dagar |
|
Betalningsvillkor: |
c användbar |
|
Leveransförmåga: |
Tillgänglig |
- Översikt
- Beskrivning
- Specifikationer
- Rekommenderade Produkter
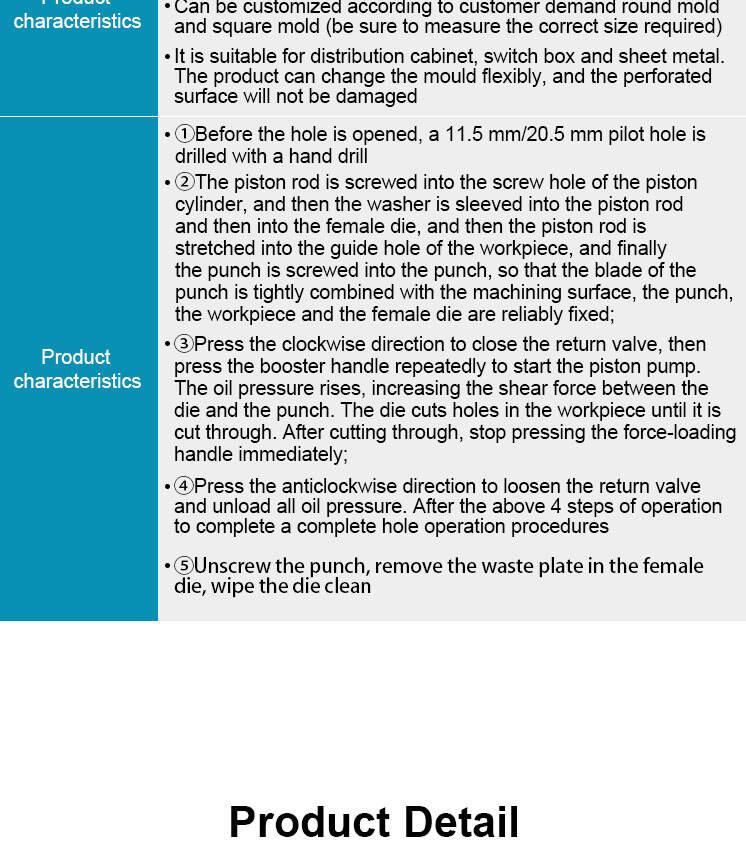





- Hydraulisk perforeringsmaskin. Efter tusentals håltester förstörs inte produktytan.
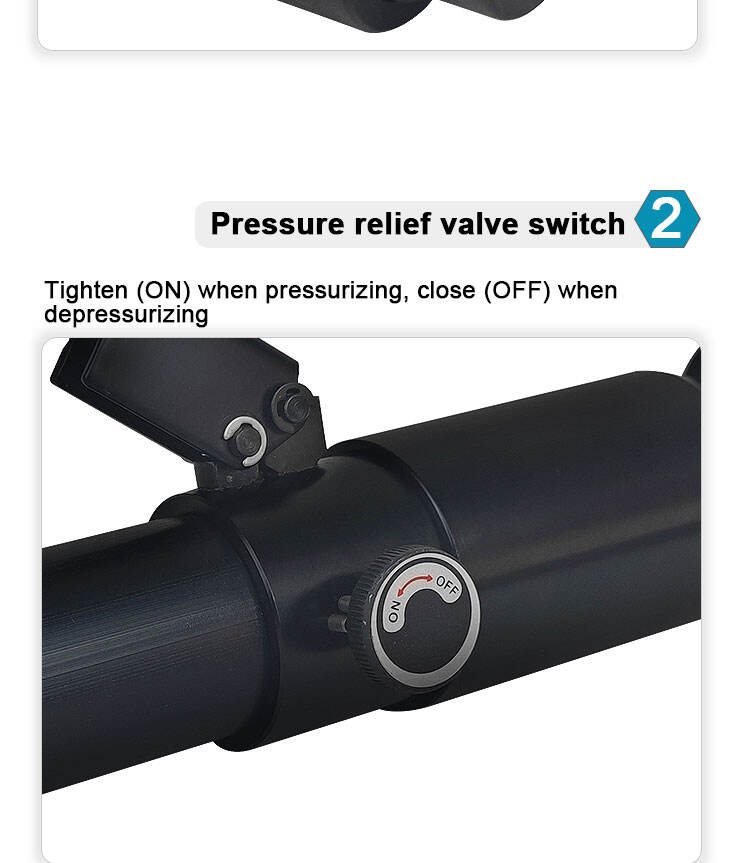
- Tryckavlastningsventil, spänn (ON) vid pressurisering, stäng (OFF) vid avtryckning
- Humaniserad handtagdesign. Användning av gummiring på handtaget ökar greppets friktion, mer bekvämt att använda kraft
- Plastlådans förpackning, lätt att transportera, lätt att bära
| Modell | TPA-10B | Utgång | 8T |
| Slag | 22 mm | Längd | 310mm |
| Nettovikt | 1,8 kg | Bruttovikt | 5,14 kg |
| Mösterkonfiguration | ф 22、Ф27,5、Ф34、 ф 43、ф 49, Ф60 mm | ||
| Tillbehör | Liten dragbult (M20*1,5-M10*1) 1 PC Stor dragbult (M20*1,5) 1 PC | ||
| Öppningsomfattning | 3 mm lågkollegstål 1,6 mm rostfritt stål | ||
| Produktexemplar |
|
||
| Produktexemplar |
|
||