TPA-10B Hydraulische Handlochfräse
|
Ausgang : |
8T |
|
schlaganfall: |
22mm |
|
Artikelnummer: |
TPA-10B |
|
eisenplatten-Lochstanzer-Bereich: |
3mm |
|
Mindestbestellmenge: |
1 Set |
|
Preis: |
US$ 84.00 |
|
Verpackungsdetails: |
Plastikboxen |
|
Lieferzeit: |
≥3 Tage |
|
Zahlungsbedingungen: |
c ausdrucksweise |
|
Lieferfähigkeit: |
Verfügbar |
- Überblick
- Beschreibung
- TECHNISCHE DATEN
- Empfohlene Produkte
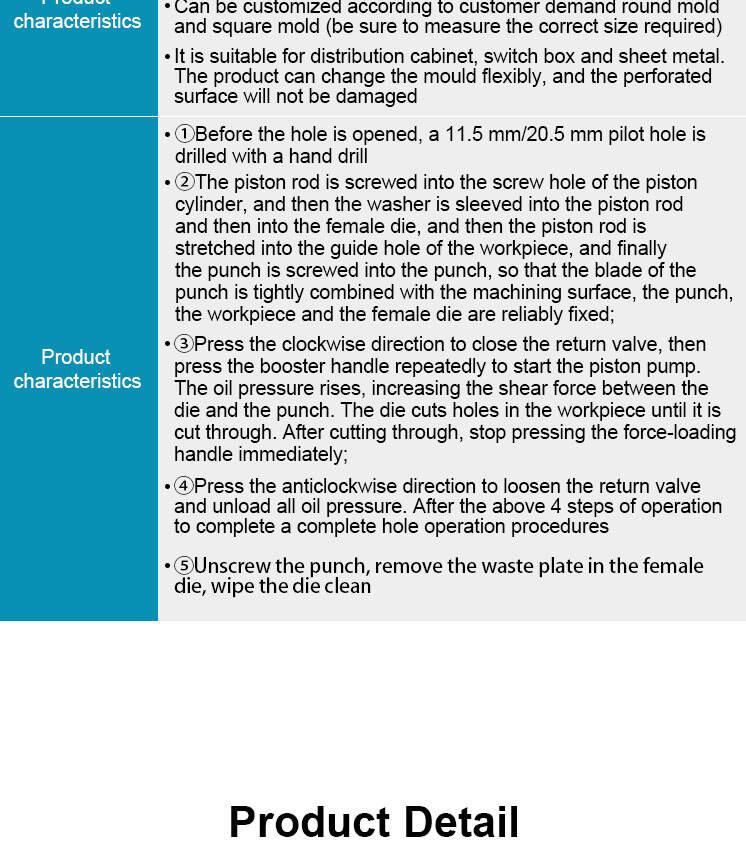





- Hydraulischer Perforator Nach Tausenden von Lochtests wird das Produkttableau durch das Loch nicht zerstört
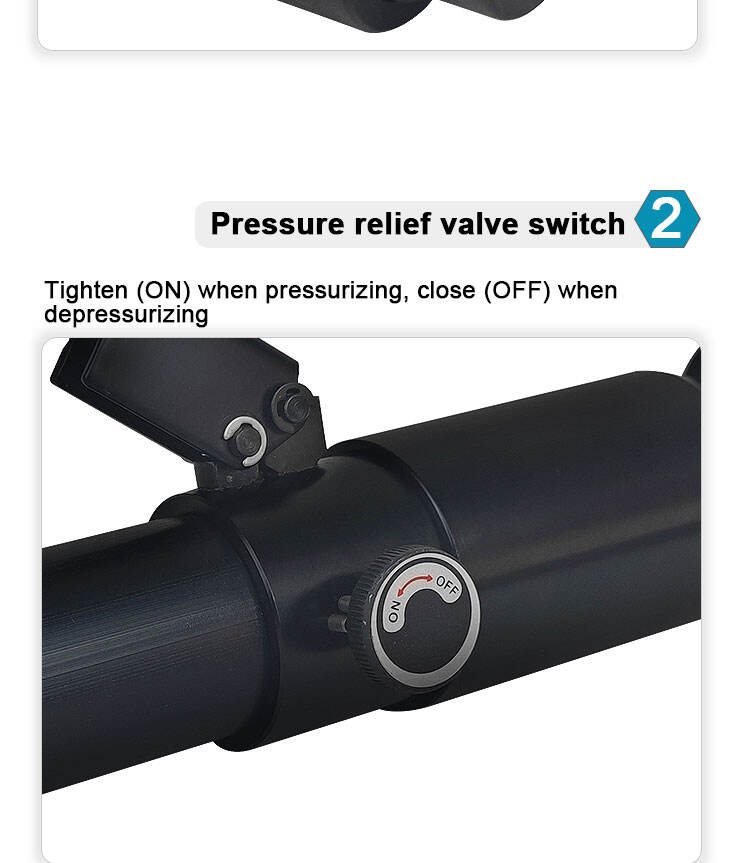
- Druckentlastungsventilschalter Zum Anpressen festziehen (ON), zum Entlasten schließen (OFF)
- Ergonomisches Griffdesign Verwendung eines Gummigriffs, erhöht die Griffigkeit, Kraftanwendung komfortabler
- Kunststoffbox-Verpackung, leicht zu transportieren, leicht zu tragen
| Modell | TPA-10B | Ausgang | 8T |
| Hubweg | 22mm | Länge | 310mm |
| Nettogewicht | 1,8kg | Bruttogewicht | 5,14 kg |
| Formkonfiguration | ф 22、Ф27,5、Ф34、 ф 43、ф 49, Ф60 mm | ||
| Zubehör | Kleine Zugöse (M20*1,5-M10*1) 1 Stück Große Zugöse (M20*1,5) 1 Stück | ||
| Öffnungsbereich | 3 mm Stahlblech 1,6 mm Edelstahl | ||
| Merkmale des Erzeugnisses |
|
||
| Merkmale des Erzeugnisses |
|
||