TPA-10B Hydrauliczny ręczny kopacz otworów
|
Wyjście : |
8T |
|
chód: |
22mm |
|
Numer modelu: |
TPA-10B |
|
zakres przebijania blach stalowych: |
3mm |
|
Minimalna ilość zamówienia: |
1 zestaw |
|
Cena: |
US$ 84.00 |
|
Szczegóły opakowania: |
Plastikowa skrzynka |
|
Czas dostawy: |
≥3 dni |
|
Warunki płatności: |
c ustomizable |
|
Zdolność dostaw: |
Dostępny |
- Przegląd
- Opis
- Specyfikacje
- Polecane produkty





- Hidrauliczny perforator – po tysiącach testów otworów produkt nie ulegnie zniszczeniu
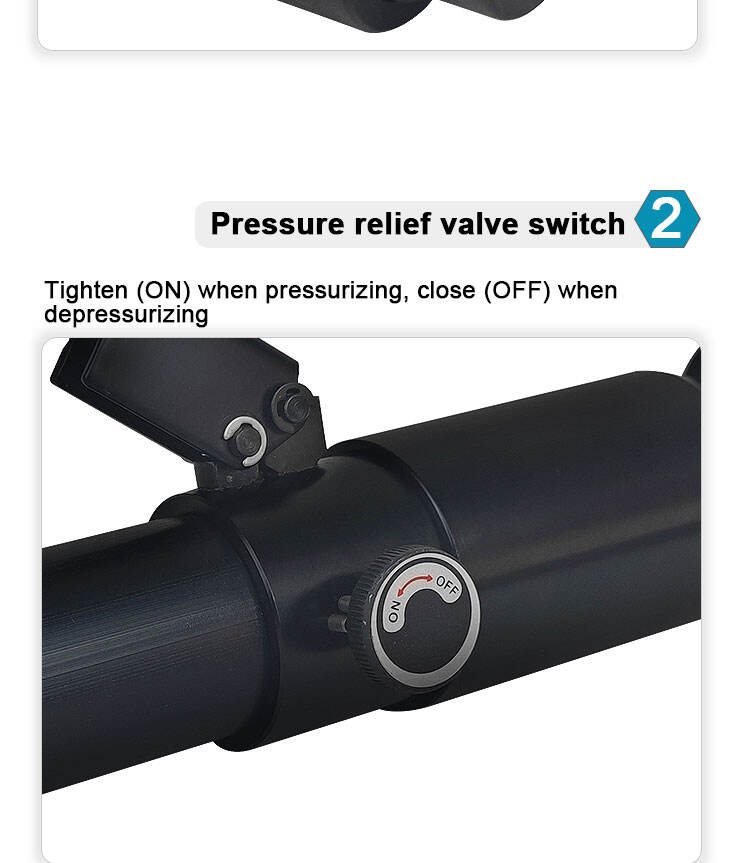
- Zawór bezpieczeństwa – zatwierdź (ON) podczas zwiększania ciśnienia, zamknij (OFF) podczas obniżania ciśnienia
- Ergonomiczny projekt uchwytu – zastosowanie gumowego pierścienia zwiększa tarcie w dłoni, co ułatwia uzyskanie lepszego uchwytu i większy komfort użytkowania
- Opakowanie w plastikowym pudełku, łatwe do transportu, przenoszenia
| Model | TPA-10B | Wyjście | 8T |
| Skok | 22mm | Długość | 310mm |
| Waga netto | 1.8kg | Waga brutto | 5,14 kg |
| Konfiguracja formy | ф 22、Ф27,5、Ф34、 ф 43、ф 49, średnica 60 mm | ||
| Akcesoria | Mały nakrętak do wyciągania (M20*1,5-M10*1) 1 szt. Duży nakrętak do wyciągania (M20*1,5) 1 szt. | ||
| Zakres Otwarcia | 3 mm stal miękka, 1,6 mm stal nierdzewna | ||
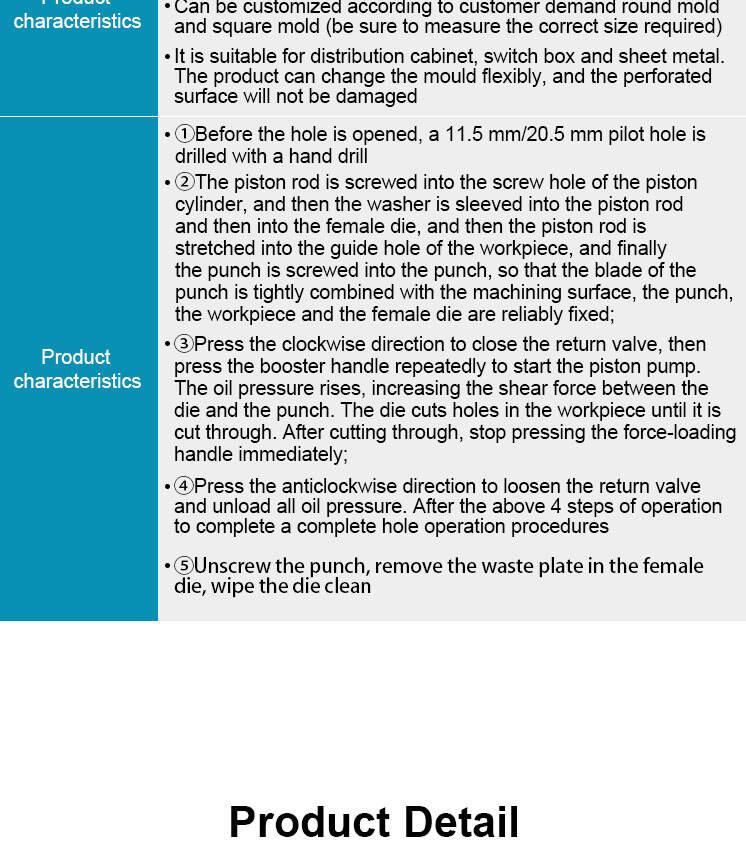
| Charakterystyka produktu |
|
||
| Charakterystyka produktu |
|
||