TPA-10B دستگاه دستی هیدرولیکی حفاری سوراخ
|
تولید : |
8T |
|
اندازه حرکت: |
22 میلی متر |
|
شماره مدل: |
TPA-10B |
|
محدوده پانچ ورق آهنی: |
3 میلی متر |
|
کمترین مقدار سفارش: |
1 ست |
|
قیمت: |
دلار آمریکا 84.00 |
|
جزئیات بستهبندی: |
جعبه پلاستیک |
|
زمان تحویل: |
≥3 روز |
|
شرایط پرداخت: |
c قابل سفارش |
|
توانایی تأمین: |
موجود |
- بررسی اجمالی
- توضیح
- مشخصات
- محصولات پیشنهادی
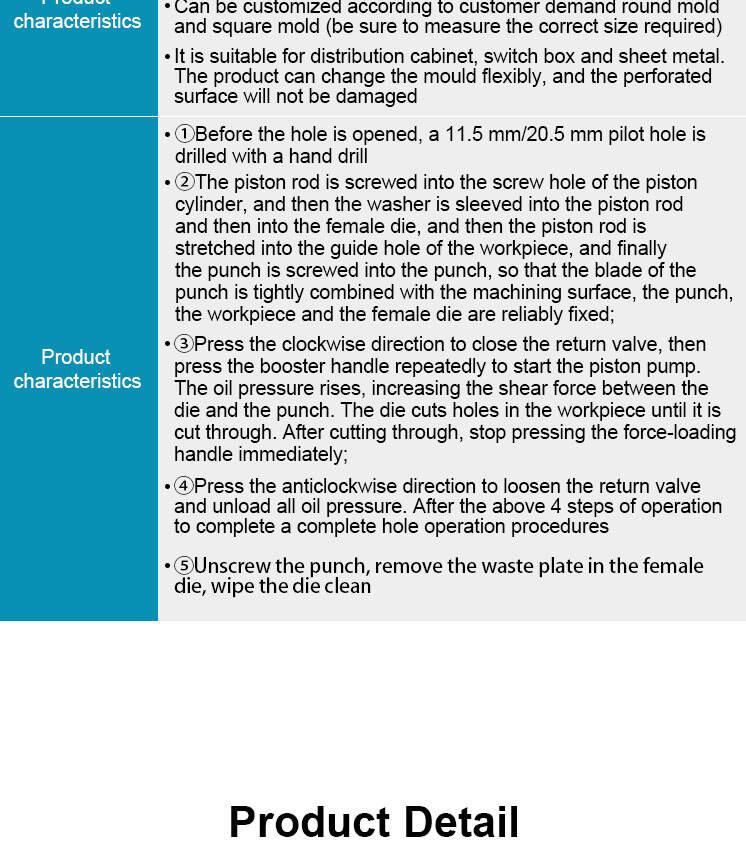





- پانچ هیدرولیکی پس از هزاران تست چاه، چاه به جدول محصول آسیب نمیزند
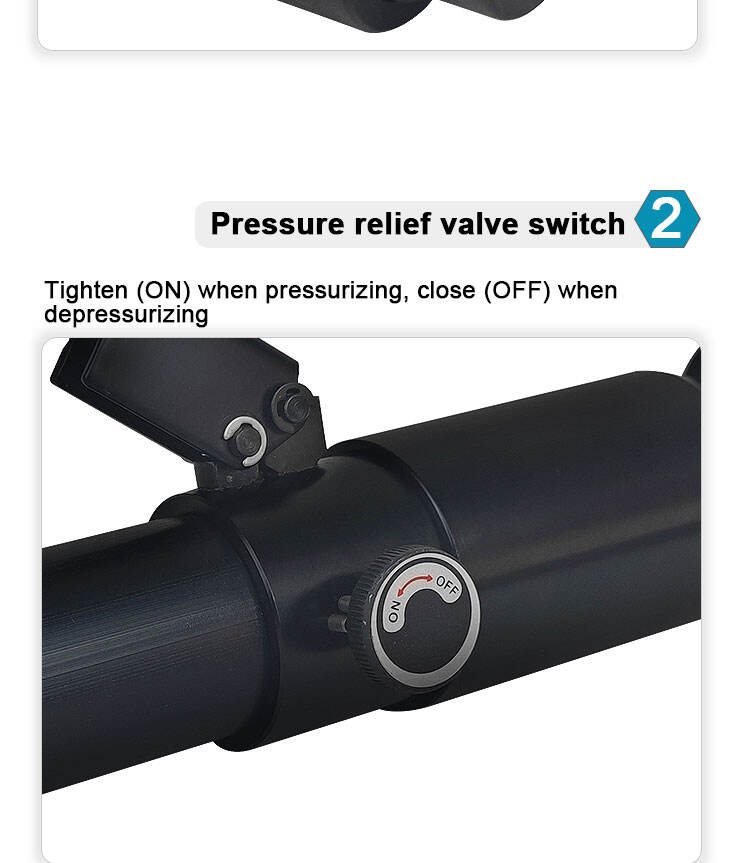
- شیر تخلیه فشار - محکم کنید (روشن) هنگام افزایش فشار، ببندید (خاموش) هنگام کاهش فشار
- طراحی ارگونومیک دسته - استفاده از حلقه لاستیکی در دسته، افزایش اصطکاک دست، راحتی بیشتر در استفاده
- بستهبندی با جعبه پلاستیکی، حمل و نقل آسان، قابل حمل بودن
| مدل | TPA-10B | تولید | 8T |
| کورس | 22 میلی متر | طول | 310میلیمتر |
| وزن خالص | 1.8کیلوگرم | وزن خالص | 5.14 کیلوگرم |
| پیکربندی قالب | ф 22、Ф27.5、Ф34、 ф 43、ф 49، قطر 60 میلیمتر | ||
| لوازم جانبی | پیچ کوچک کششی (M20*1.5-M10*1) 1 عدد، پیچ بزرگ کششی (M20*1.5) 1 عدد | ||
| محدوده باز شدن | فولاد نرم 3 میلیمتری فولاد زنگنزن 1.6 میلیمتری | ||
| ویژگی های محصول |
|
||
| ویژگی های محصول |
|
||